


分享
可以在通过铸造,锻造和金属注塑成型(MIM)等工艺中,使用Chucker Lathe将Chucker Lathe与机器零件进行经济优势。使用近净形部件的本概念的目标是限制粗加工操作的量,并以精确的转动完成零件。这些益处乘以生产转动平台,如多主轴车床。
龙卷酒例如,已经建立了定制的CNC多轴Chucker机器,以满足客户的特定需求。该公司现在提供两个标准型号:Multiswiss 6x16 Chucker和MultiSwiss 6x32 Chucker,基于传统的酒吧美联储模型。



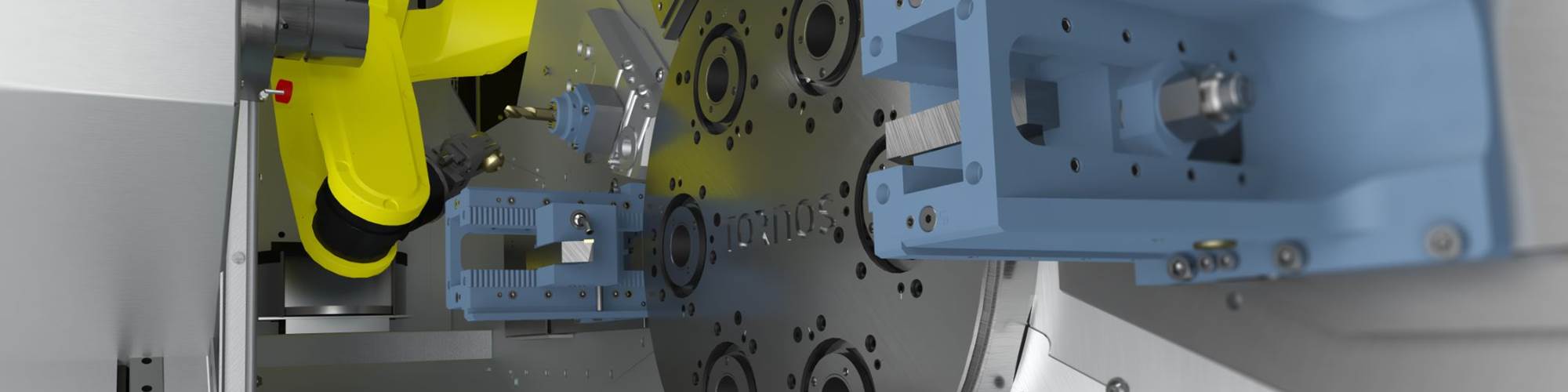
使用MultiSwiss 6x16 Chucker,部分坯料装入机器的工作区内,气动地将其装入50度在位置五的主轴前面90度。然后螺贴员拾取部件,加工在顺时针方向(位置五,四,三,二,二,一)开始,之后部分由计数器主轴提取并递送到机器外部的振动碗中。
这种多轴Chucker在其工作区内有一个机器人,以加载工件坯料。照片积分:Tornos
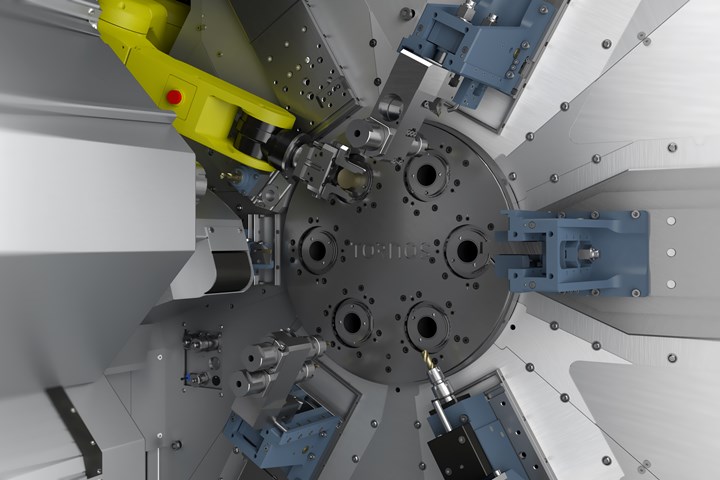
同样,MultiSwiss 6x32 Chucker具有与MultiSwiss 6x32相同的运动学,提供六个主轴,最多三个Y轴和四个用于后台操作的工具。据说提供了三个主要福利:
- 一种新的主轴设计,可以使用各种夹紧系统用于推钳,拉钳或卡盘。这意味着可以抓住大于32毫米的部件。
- 一种新的更紧凑的机器体,可以保护地板空间,并实现通轴冷却液的整合。
- 集成在机器中的机器人解决方案,用于通过将机加工区域与码垛单元分离的小型旋转木马装载/卸载零件。这种模块化解决方案旨在适应用户的需求,这取决于要执行的机械加工或操作的部件。据说通过机器人或标准卸载具有斜坡的单个或双夹钳卸载。
使用近净形部件限制粗加工操作的量。
对于主轴和计数器主轴,夹头系统用于夹紧直径高达32毫米的坯料(长度为4:1)。或者,卡盘系统可用于直径50毫米的较大件,长50毫米。根据部件的机械灵敏度,可能是力量调节。主轴具有内部固定停止。由于所有主轴由独立轴控制,因此不需要机械调节,其可以通过参数表进行数字偏移。此外,在加工过程中可以使用低压或高压冲洗以及部件装载/卸载。
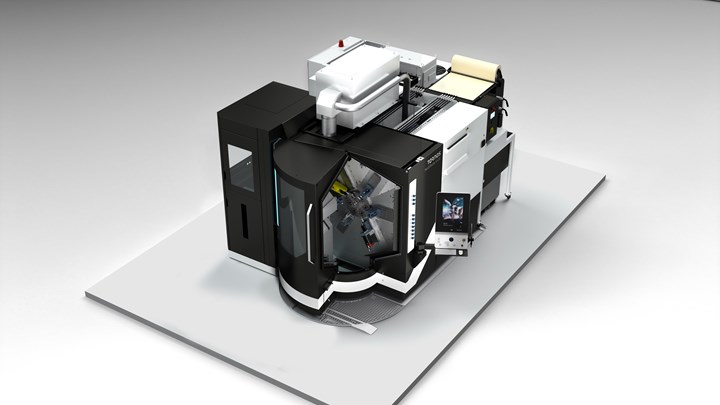
多主轴卡会占用较少的楼层空间,因为没有条形喂食器。
零件卸载可以通过常规MultiSwiss机器通过计数器主轴进行。它也可以使用机器人从主轴(不需要后备时)或来自计数器主轴(如果用户更喜欢零件码垛)。对于零件的机器人卸载和码垛,使用旋转式转盘,其分离工作区域和码垛细胞。该公司说,第二个机器人然后从旋转转盘加载和卸下部件,制作更快的清洁解决方案。根据循环时间,机器人上的双重夹具可用于增加装载/卸载速度。
龙卷鱼的交钥匙码垛单元,双八架托盘系统或16托盘系统(600mm
夹头机的紧凑性 - 部分是因为没有必要对酒吧供给者 - 意味着用户可以从一系列外围设备中受益,从而实现更大的灵活性和自主权。标准机器功能包括SWARF管理系统和带有双重过滤和冷却器的油箱高压泵。此外,如果需要,可以将机器重新转换为带有条形馈线的条形车削机。









