


分享

这款钻石尖端抛光工具安装在机床中,取决于材料,达到4微米RA。
当您想到抛光操作时,可能会滚动圆柱形部件的内径或外径的滚动。但是,也可以在VMC或HMC上吹大型平面。
辊磨是一种生产精确尺寸,精细加工和紧密压实表面的方法,以抵抗磨损。淬硬和高度抛光的钢辊与较软的工件进行压力接触。当压力超过工件材料的屈服点时,材料表面发生塑性变形。加工表面上的山峰是由冷流进入表面山谷造成的,创建一个平台状的轮廓,在接触平面的锐度减少或消除。因此,在金属对金属的接触中,抛光的表面可能比磨损的表面更耐磨损,就像轴在轴套中旋转时一样。虽然几乎任何金属都可以成功地通过滚轮抛光,但延展性或延展性的金属是最好的。



Cogsdill工具产品提供滚子抛光工具以及单点金刚石抛光工具,安装在瑞士型车床和传统车削中心的刀架或转塔上,空间有限。工具的带有金刚石尖端的弹簧加载尖头在零件的中心线与工件接触,并垂直于被加工表面。然后将工具额外送入工件0.002或0.003英寸,以使金刚石镶块从夹具的止动装置上脱离。弹簧和它的预紧力,迫使金刚石对工件。然后刀具沿着旋转工件的表面进给以产生镜面般的光洁度。
虽然工具必须与冷却剂一起使用,但不需要特殊的冷却剂。直油、可溶性油和合成冷却剂可以用来提供必要的润滑。该公司表示,对于大多数金属来说,一个经过适当处理的40到60微米拉面打磨的零件,可以在几秒钟内打磨到4到8微米拉面。铸铁通常可以抛光到8到15微米的Ra光洁度。
金刚石一次将冷流材料的峰插入到谷中,在平面上产生镜面般的抛光。
事实上,Cogsdill将这种钻石尖端抛光的概念应用到一种用于抛光大型、扁平、研磨表面的面铣工具上。通常情况下,对于这些平面,需要手工抛光或研磨来去除刀具痕迹,提高光洁度。结果取决于人们的技能水平,这样的任务可能会阻止他们履行其他更有价值的职责。Cogsdill的金刚石抛光面铣刀安装在数控加工中心的主轴上,使其能够在加工后进行抛光操作。根据材料的不同,该工具可以达到4微米Ra的表面光洁度。
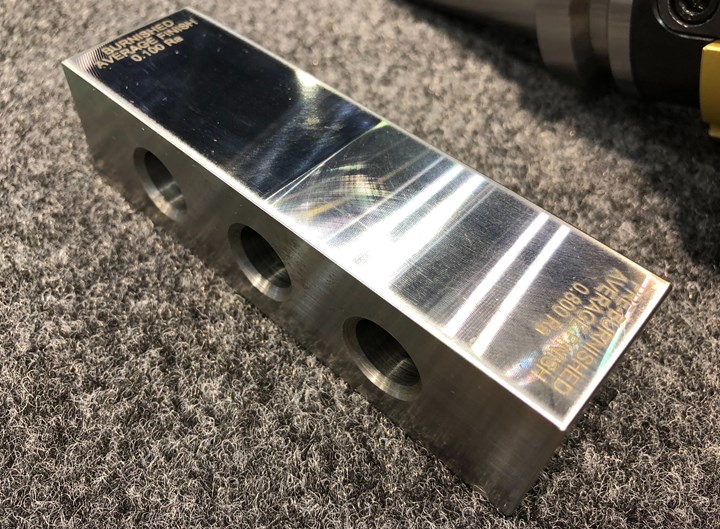
数控加工留下的痕迹可能是不可取的,这取决于应用程序。机器抛光消除人工抛光或研磨。
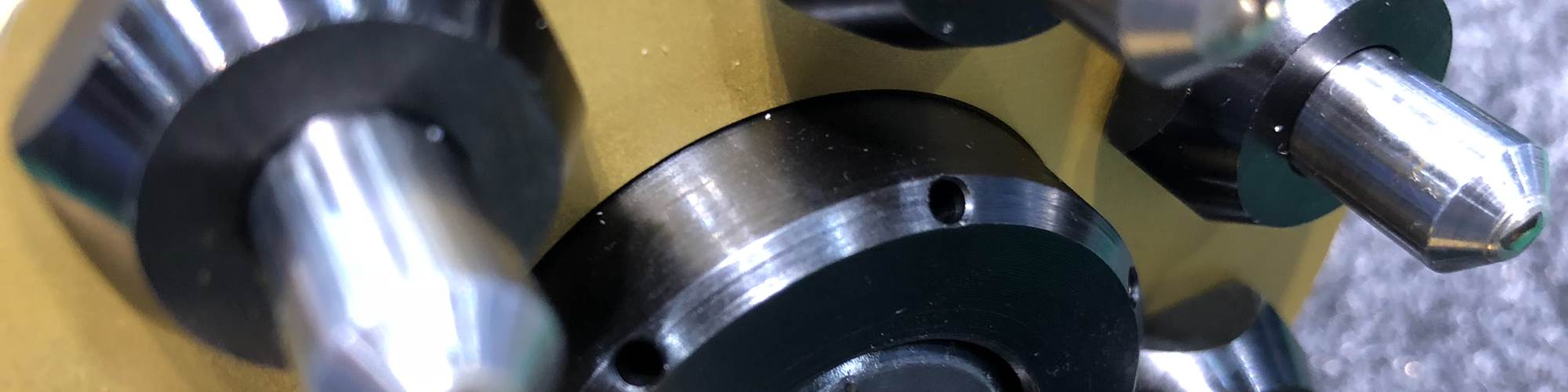
这些旋转工具使用多个弹簧式尖端,具有金刚石提示,使冷流材料在一个通行证中达到山谷,在大多数金属的表面上留下镜面饰面。这些工具功能通过冷却液输送,可与任何类型的冷却剂一起使用。在操作中,尖端与垂直于表面的工件接触。然后将工具送入工件中另外0.002至0.003英寸(如单点工具版本),以使每个笔尖中的金刚石尖端能够从止动件脱离并接触材料表面。然后,旋转工具横穿部分顶部并完成抛光操作(当部分表面比工具宽时需要多次通过)。该工具还可用于中断切割的应用,例如具有键槽或多个螺栓孔的法兰的面部。据说备用钻石插入件易于更换和可从库存中获得。据该公司称,实现均匀的抛光饰面需要零件平坦度偏差不超过0.002英寸,以保持尖端的预设弹簧负荷一致。
表1显示了测试齿轮的结果已经进行了抛光EN32壳体硬化钢,铝和316和410不锈钢。工具直径为63,80,100和125 mm,分别为5,7,9和11分别为5,7,9和11。该工具提供标准面铣刀乔木尺寸。
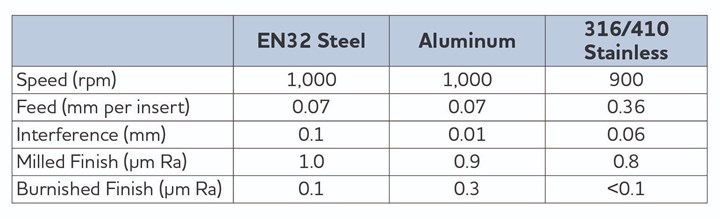
表1。金刚石抛光试验数据。
相关内容
制作微型线程
微线的生产可能具有挑战性,但使用最合适的特定应用程序的工具可以简化任务。
长条和短条给料机的选择
对于许多商店,该决定归结为4英尺或12英尺长的杂志式拨水器。以下是其中选择它们之间的一些指导方针。
切割工具涂料生产
本文介绍了硬质合金刀具的涂层方法。








