



蜂窝检查系统可以被配置为包括各种工具的组合,例如该CMM触摸探头,视频检查系统,硬着名,标记等。

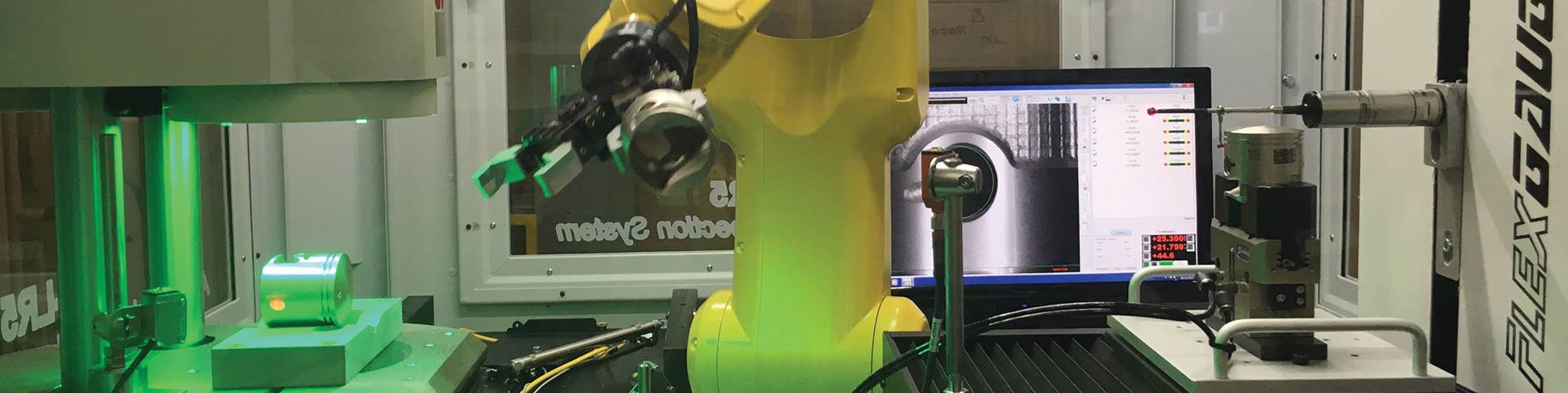
该系统的这种配置包括视频测量系统(左图),具有简单的V-Block FixTiming用于光学测量。机器人在单元格周围移动。CMM(右)使用双钳口自定心夹具,以获得更精确的部件放置和更安全的触摸探测所需的部分保持。

从一组零件到另一组零件的转换通常只需要很小的改变,比如手臂机器人的末端工装和特定的夹具。

5英尺乘5英尺的电池适合放置在车间。通过抽屉,输送机或其他方式可以轻松地从机床移动到AQIS-LR5的零件。
分享
但是,在检查过程中,这些同样的商店经常害羞地远离效率和自动化,并坚持他们在几年手动的手动过程中做的事情,也许是下游额外检查。这是一种通过将多个测量方法组合成单个工作区域来实现多任务方法来实现多任务概念,以处理各种级别的质量处理。它的小占地面积使其舒适地适应车间,可以快速轻松地进出移动部件。
系统总览



aqis-lr5,来自超科技自动化,是一种自动检测系统,可配置多种测量和标记设备组合,以满足各种客户的生产需求。紧凑的设计允许在过程中放置在车间。它可以包括各种类型的视频测量系统,激光测量系统,三坐标测量机,基于线性变量差分变压器(LVDT)的硬测量,标记系统和多个自动进/出馈电选项。基本设计是一个标准的平台,可配置以满足客户的需求,一般围绕过程控制、目标周期时间和零件族类型。
超技术专门从事集团与专用机器和交钥匙制造系统集成的机器人自动化解决方案。从其与协助他们寻求更高效,准确和一致的质量控制方法的经验,该公司开发了AQIS-LR5检验细胞。
定制
我们最近仔细研究了这个系统的一个特殊设置,目标是在汽车、航空航天和医疗等市场的更高的生产应用。该配置包括一个RAM SNAP数字视频测量系统和一个Itaca T-16 FlexGauge三坐标测量机国际品质愿景(QVI), 随着激光标记系统。一个标准的Fanuc机器人,有效载荷容量为7千克,围绕细胞的机动部件。
SNAP系统由QVI的RAM组提供,设计用于在任何环境中测量微小、复杂的部件。它可以立即测量一个单一的部分,多个部分,甚至不同部分的混合物同时进行。SNAP系列产品提供了几种不同的模型来处理各种零件尺寸。Itaca FlexGauge CMM提供单探头或双探头配置。它是专为使用在车间具有自动热补偿。
我们看到的电池是为大量的零件而设计的,而武器端的机器人工具和固定装置可以灵活地在类似部分的家庭内工作。“该细胞在运行100,000个相同部分的汽车应用中的工作良好,但仍然可以吸引到较小的批量尺寸的零件零件的最终用户,”Ultra Tech高级产品开发专家Rick Moscarino说。
作为植物地板溶液开发,5英尺乘5英尺的电池可以根据需要或在制造单元内靠近机床,如果足够低的时间部件在材料处理设置的参数范围内。
检查过程
在这个例子中,部件通过单元前面的一系列抽屉装入单元。三位置抽屉有一个气动气缸来延长单元内的抽屉,以便机器人可访问。零件被装入车间的托盘中。然后这些托盘被带到牢房,放入打开的抽屉里。当一个抽屉被关闭并延伸时,机器人就可以拾取零件并通过单元对其进行加工。一旦检查完成,该部件可以放置到不同的抽屉或存放到出料输送机,这也是可配置的。
当处理一系列零件时,零件可能看起来很相似。一个可选的视觉系统可以识别零件,并为其匹配正确的参数,调用适当的程序为每个随后的测量和标记操作在单元。在某些情况下,视觉系统可以指导机器人如何正确地拾取和放置零件。
在许多情况下,机器人甚至不需要释放用于捕捉系统检查过程的部件。但是,当零件设置在测量范围内时,位置精度是灵活的。只要零件在视野中,系统就可以找到它并自动识别其方向。如果需要,可以辅助柔性固定装置,例如V块或气动夹具。如果在视野范围内的多个部件拟合,则可以立即测量所有部分。当部件或部件所在时,采取快速图像捕获尺寸,它们被移动到下一个阶段。
CMM需要更好的精确精度,以便允许触摸探头到达它。机器人设置Z高度并正确地将该部件定位成自定心夹具,然后将该部件进行测量。
检查过程的循环时间根据零件复杂性和测量要求而变化,但通常,视频系统可以在几秒钟内获得部分的整体视图。因为CMM循环通常是由于触摸探测过程的较长,所以可以指定使用SPC公式测量批次的一些较小百分比。
检查单元可以与一个安装不同地配置到另一个安装。可以包括视觉系统,视频测量系统,CMMS,硬币,比较手术和其他检查设备的任何组合。“部分识别在我们工作的许多市场中变得越来越重要,”Moscarino先生说。“我们在汽车中看到它,它在医疗中至关重要。”虽然Dot Peen标记是一个标准的,但最近的趋势已经朝向激光标记。
从一组部件到另一组部件的转换通常是简单的。通常需要修改抽屉托盘,机器人的末端工装,特定的夹具和编程。
控制细胞
控制软件旨在允许操作员与每个量具所需的测量频率通信给单元。例如,CMM可能需要更长时间测量比视频测量系统,通常被设置为仅测量部分的百分比,例如五分之一。在我们看到的设置中,任何时候CMM都可以使用它会从机器人申请另一部分。测量频率,通常由最终客户的质量规格驱动,可以在HMI(人机界面)上轻松编程。
单元控制器与每个测量仪单独通信,为数据采集软件收集测量数据,并将其捆绑成一个完整的部件信息汇总。如果操作员或质量人员检查数据,他或她将看到所有零件特征的信息,就像它是由一个单一的量规测量的一样。数据采集软件提供SPC工具,也允许出口到一个完整的SPC包。除了在HMI上访问数据外,可选的软件包可以在整个组织的网络中共享数据。
数据采集软件可以与第三方软件通信,直接与机床CNC通信,以基于特征测量来更新工具偏移。公差带基于必要的公差可调节。它识别零件大小的突然变化。
此外,图像管理软件可用。虽然需要重大存储来保存每个零件图像,但是一些最终用户喜欢保存故障零件的图像以供日后进行评审。
提高可靠性
每家商店都需要一定程度的质量控制。对于一些商店,手动手动就足够了。其他人可能会发现此类流程过于可靠,或者成为高效运营的瓶颈。诸如AQIS-LR5的系统可以通过实现多种检查过程来减轻商店的质量风险来覆盖所有基础。这种自动化检查单元提供了根据需要添加和删除组件的灵活性,使部件从站到站进行完全分析,就在车间。
随着对质量零部件的需求持续存在,制造商不能让一个不好的部分通过。它可能是一个昂贵的错误,导致公司对质量声誉的负面标志,需要对未来零件的更多检查和报告的需求。单独该细胞的效率可以提供快速的ROI,但它提供的数据中的可靠一致性是其整体性能的关键。
相关内容
用工具预设减少停机时间
这是一个持续的挑战。为了保持竞争力,商店必须找到新的和更有效的方法来增加产量。他们常常看起来新的,更快,更精确的机床作为答案。有时用各种不同的工具进行实验
如何选择和使用风格
机床,CMMS,比较测量和便携式武器上的各种探头应用使得对测量有效,可靠和准确的测量来正确选择Styli使用。以下是一些关键点,可以有助于选择最佳测量解决方案。
流程线程检查
不能保证线程质量的供应商可以达到数千美元的处罚,并风险紧张的关系。








