



分享
精密CNC生产磨削当部件需要紧张的几何公差和质量表面饰面时闪耀。通常,在32微内切RA的范围内表面处理到低至4.0微内切CA,并且更好是所需的数量。相比之下,传统的铣削或转动操作可能会达到约125微内切的磨削至32微内切。
如果目标是将电流表面从20微内接收到17微内接收到17微内切Ra,那么简单地增加车轮速度和/或减少进料速率可能就足够了。但是,如果需要更精细的表面光洁度,则应解决这五个因素。



1)研磨操作参数
调整研磨参数可以是最简单最快的解决方案,以改善零件表面光洁度。以下是要成功执行的关键参数和建议的操作。
该组分是研磨于3.0微量曲面Ra的表面光洁度。使用超级磨损轮实现完成,并通过优化该过程,包括解决本文中列出的所有建议。照片积分:诺顿|圣羊橡胶磨料。
爬行/表面研磨:
- 提高车轮速度。这是一个很好的起点。但是,确保车轮被评为新速度。最大工作速度(MOS)将在车轮侧面陈述。
- 降低进料速率。
- 减少切割深度。
- 增加火花熄灭的次数。
外径(OD)/内径(ID)研磨:
- 提高车轮速度。如前所述,车轮必须额定速度以新速度运行。最大运行速度将在车轮侧面陈述。
- 减少每次革命的削减深度。
- 减少工作速度(RPM):可能需要调整进给速率以保持每次旋转的深度。
- 增加停留/火花掉时间。
- 使用振荡(平面ID磨削中的常见做法)。
许多磨床今天具有可变速度控制器,因此通过简单地编辑CNC程序或调节主轴速度控制器,可以更改车轮的速度。其他机器可能需要手动更换滑轮和皮带。
还可以通过编辑CNC程序或调整进料速率控制来降低进料速率。然而,这种方法可以增加循环时间,这并不总是一个好的选择,特别是在循环时间至关重要的生产操作中。在循环时间不关键的应用中,降低进料速率可能是改善工件表面光洁度的良好选择。
当车轮速度增加并且切割的深度和进料速率降低时,车轮可以变得沉闷。这增加了对工件热损坏的可能性,并且可以增加磨削力。因此,必须在调整这些参数时注意不要将其他问题引入过程中。
2)砂轮敷料
传统砂轮和超硬砂轮的修整条件都可以控制,以提高表面光洁度。这是
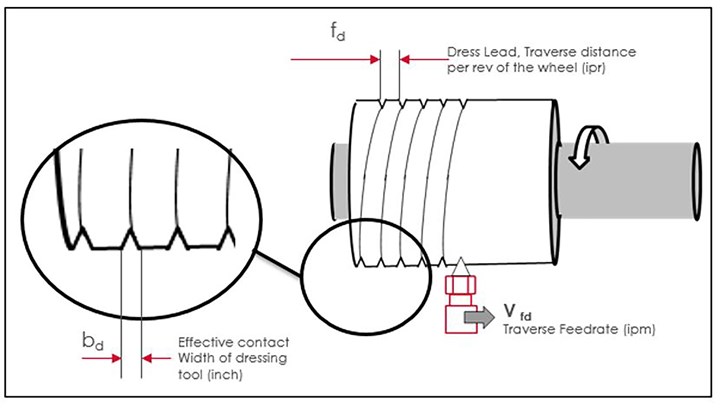
衣服引线是车轮在车轮的一个旋转中行进的距离。
通常通过减慢衣服横向速度和/或减少敷料期间的深度速度来实现。减少敷料深度使敷料不太侵略性,导致更平滑的车轮面,这通常改善工件表面光洁度。减少衣服横向速度减少了衣服铅,这是车轮在车轮的一个旋转中行进的距离。衣服铅可以应用于任何敷料过程,其中敷料工具穿过轮子面。然而,衣服铅不适用于暴露的敷料操作。调整铅是改善现有过程的表面光洁度的好方法。
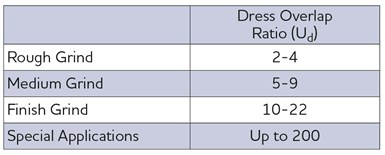
表1.以下是选择重叠率时要考虑的指导方针。
在开发新工艺或改变修整工具类型时,最好计算修整重叠率(考虑修整器宽度)。重叠率是指砂轮面上任何一点在修整器穿过砂轮时与修整器面接触的次数。
敷料重叠率决定了轮子面的表面状况。这反过来决定了工件的表面粗糙度。当重叠率增加时,梳妆台在车轮上击中相同的砂砾,在轮表面上产生精细地形。这使得车轮面向钝而关闭,从而导致工件上的表面光洁度。
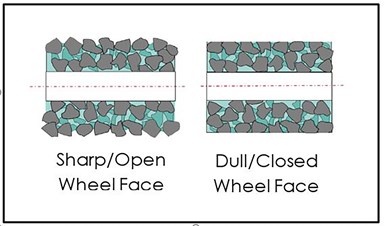
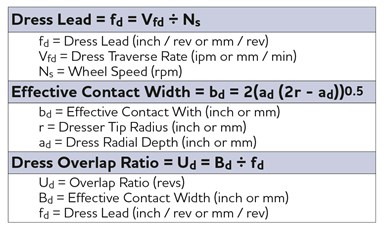
表2.以下是确定导程和重叠比的方程式。
但是,必须在非常精细的敷料后确保车轮面不太关闭。由于车轮表面钝化,闭轮面可能导致磨削功率更高,并且可能导致工件热损坏。表2示出了用于确定引线和重叠比率的等式。
3)砂轮组成:砂砾尺寸
砂轮砂砾尺寸对表面光洁度有直接影响。砂砾尺寸越大,较大的饰面。基于工件的光洁度要求选择正确的砂砾尺寸非常重要。表3显示了各种完成要求的砂砾类型,大小和建议。
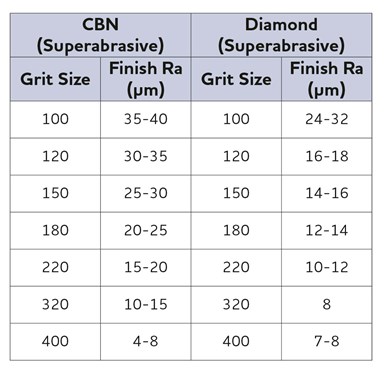
表3.减小砂轮的粒度是提高表面光洁度的一种方法。此表显示了与CBN和金刚石砂轮所需光洁度相关的要使用的粒度。
在改变砂砾尺寸之前,建议使用较少的侵略性参数梳理车轮。减少砂砾尺寸可能意味着需要减少进料率,结果循环时间可能会增加。较小的砂砾尺寸不能像较粗糙的砂砾尺寸一样高消除材料。此外,当使用较小的砂砾尺寸时,可能在工件中诱导热损坏。
传统磨料砂轮的组成包括磨料类型和尺寸,轮结构(晶粒间距),等级(粘合硬度)和粘合型。超级磨削轮的组成包括磨料类型和尺寸,磨料浓度和粘合等级和型。常规研磨剂包括氧化铝,碳化硅和陶瓷磨料;和超级制剂包括金刚石和立方氮化硼(CBN)。
在用较小的砂砾尺寸下订购车轮之前,建议接触研磨轮制造商/分销商以找到适用于应用的最佳车轮组成。
4)冷却剂送货
如果冷却剂施加不足,则可以重新推出研磨芯片进入研磨区。芯片可能导致工件刮伤,该工件经常在ID研磨中经历。确保这是至关重要的

洗涤器喷嘴通常是高压(500-1,000psi),低流量喷嘴,其在研磨区之后瞄准,以从车轮结构中去除芯片。
冷却剂喷嘴朝向研磨区适当地靶向,并且有足够的冷却剂流量和压力,以将芯片冲出该区域。准确地瞄准整个研磨区可以是在整个零件上实现一致的表面光洁度的关键。在一些高拆除速率过程中,可能需要调节冷却剂压力以匹配轮速以避免燃烧该部件。这也有助于从磨削区移除芯片。
在某些情况下,碎屑也会粘在砂轮上。这可能发生在更激烈的磨削或磨削某些金属时,往往粘在砂轮上。在这些应用中,可能需要安装洗涤器喷嘴。洗涤器喷嘴通常是高压(500-1000 psi)低流速装置,在研磨区后用于去除砂轮结构上的碎屑。
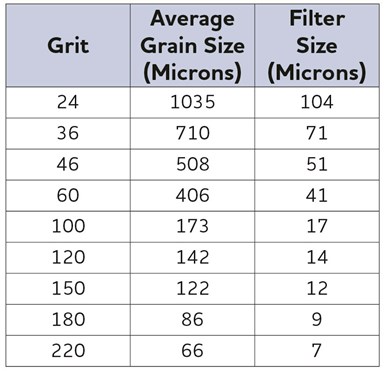
表4.硬质合金研磨的一般拇指规则是使用将捕获大于车轮砂砾尺寸的10%的粒子的过滤器。
不太可能是ID磨削的答案,因为部分的孔中的空间量有限。在这些情况下应使用泛冷液。然而,对于OD和蠕变 - 进料/表面研磨,通常可以在不干扰部件或固定装置的情况下实现洗涤器喷嘴。
较差的冷却剂过滤也可以对表面光洁度产生负面影响和/或在零件表面上引起划痕。如果未滤出颗粒,则可以将它们与冷却剂一起泵回研磨区。当怀疑过滤作为划痕的原因和较差的表面处理时,可能需要使用较小的微米过滤器。例如,碳化物研磨的一般拇指的规则是使用将最小滤过颗粒的过滤器,大于轮子的砂砾尺寸的10%(参见表4)。
冷却剂型也可以影响表面光洁度,通常是因为润滑性对车轮磨损的影响。直线油冷却剂通常促进较低的车轮磨损,因此更一致的表面光洁度。
5)机器条件
研磨机相关的因素会影响工件表面光洁度。这些包括:
车轮/轮毂总成平衡:如果砂轮组件不平衡到可接受的水平,则可以导致颤振和/或表面光洁度差。可以使用静态平衡器,动态/手动平衡器或安装在机器上的自动平衡器等设备进行平衡。所需的工件精度和表面光洁度将确定要使用的设备类型。
直接安装在磨削主轴上的自动平衡器系统是最佳平衡选项。该系统会自动在集线器内移动权重以抵消轮/轮毂的不平衡。自动平衡器仅限于较大尺寸的机器,如蠕变 - 进料和OD型机器,因此,对于小直径轮,不实用。
下一个用于平衡的最佳方法是动态/手动式平衡系统,可用于所有类型的机器。它直接在机器上平衡车轮/毂组件,但需要手动运动的平衡重量。
最后,静态平衡,从机器执行,在它可以实现的平衡级别方面具有其限制。但是,它比不平衡更好,在某些应用中,工作正常。
也就是说,并非所有轮子都需要平衡。一些具有低质量的小轮子没有重量来产生问题不平衡。因此,除非这些小轮以非常高的速度运行或者机器/系统(羽毛)不僵硬,否则不需要平衡。此外,用于较小精度或粗糙应用的车轮可能不需要平衡。
机器僵硬:机刚度不足会导致工件质量差。随着时间的推移,主轴轴承可以磨损并变得松动。如果机器坠毁,轴承也可能会损坏。在可能的情况下,应使用振动分析设备定期检查主轴轴承。该设备是一个很好的工具,可以帮助预测螺母轴承的迎面而来,这些轴承可能导致工件质量差。较差的夹具和夹紧方法也可以导致振动或偏转,最终差,表面光洁度差。
敷料系统:正确修整车轮对于获得良好的表面光洁度至关重要,因此修整系统必须处于良好状态。如果损坏或磨损,应更换固定工具。应检查旋转工具(如研磨主轴)是否过度振动、跳动和移动。
机床维护:必须遵守机床供应商的说明,定期润滑机器,监控压缩空气
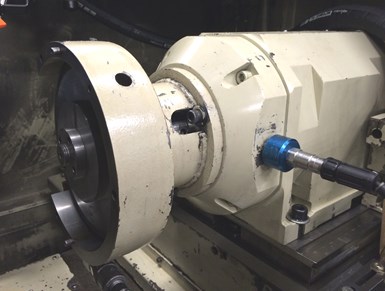
加速度计安装在准备检查振动水平的研磨主轴上。
质量、滤波器更换频率等。应检查轮毂和心轴是否损坏,以及固定装置、稳定支架、尾架中心等。检查这些机器部件应该是车间工作的一部分 日常预防性维护。
除定期维护外,许多公司现在正在实施维护程序,如条件的监测(CBM),由此通过传感器监测机器,例如加速度计,温度表,压力表等。该预测性维护使用从传感器收集的数据来建立趋势,预测失败,并帮助确定需要更改诸如轴承的组件。
诺顿|圣戈伯磨料|nortonabrasives.com/en-us.
关于作者
John Hagan是高级应用工程师,Mark Martin是Norton的应用工程师圣戈伯磨料。
相关内容
充分利用磨床的10个技巧
以下这10步可以帮助磨削商店生产高质量的工具,提高生产率,减少故障并延长机器寿命。
具有自动刀具磨损补偿的单程珩磨系统
单通珩磨,也称为钻石孔尺寸,是在经济上经济地生产零件的好方法,当孔很小或有需要磨削的薄壁构件。
生产研磨的债券选择
适当的磨轮选择对于确保所需的部件质量,生产率和每个部分的总成本是必不可少的。虽然研磨颗粒的类型通常是车轮选择的主要驱动器,但是粘合型也可以在优化研磨操作方面发挥关键作用。








