分享

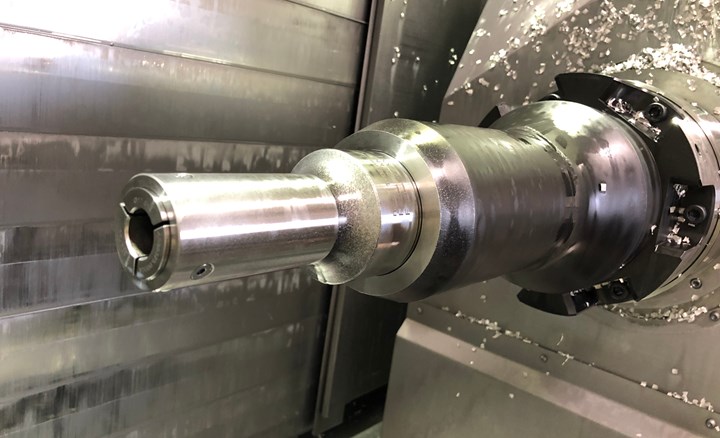
自定义工件和表格工具使井提升器能够在B轴转动磨机上的一个设置中精确铣削增压器转子。
这家位于加州弗雷诺的公司由前赛车组负责人和车主阿特惠普尔(Art Whipple)于1987年创立,为汽车和海洋赛车手以及任何希望提高引擎性能的人制造双螺杆增压器。作为几种不同类型的“动力发生器”之一,它们通常被称为(涡轮增压器和一氧化二氮是其他的),增压机引入额外的空气进入引擎,超出了引擎本身可以拉的。进入发动机的空气越多,就可以按比例添加更多的燃料。这意味着发动机的排水量比它本身的“更大”,产生更多的马力。



壳体内的两个螺旋转子的精确,非接触式啮合是双螺杆过度充电器适当功能的键。凭借奶子设计,雄性转子有三个螺旋叶,女性有四个,解释过增压器设计师Garrett Bright。这些彼此旋转,非常紧密地旋转。当每个移动过去的空气入口的叶片时,空气被捕获在转子和壳体之间。转子旋转逐渐减少空气占用的空间,压缩。压缩继续,直到内叶空间暴露于出口端口,通过该出口通过该空气从大气压放电到坐在发动机上的进气歧管中。
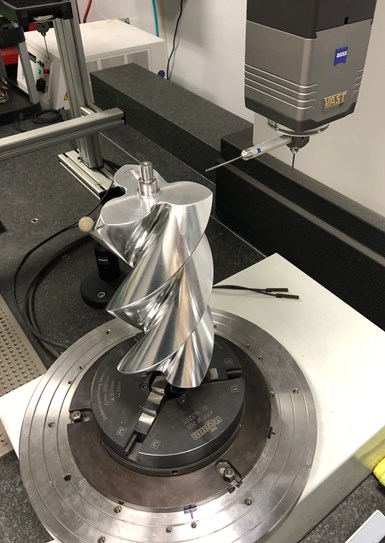
在该CMM上采取的测量使能擦拭器以确定其所提供的转子和机器中的转子的准确性。其目标是在配合转子之间实现125微米的间隙。
增压器的效率取决于配合转子和机壳之间的有效密封。直到最近,惠普尔公司还只使用一家欧洲公司生产和供应的转子。它仍然在一些增压器模型中使用那些供应的转子。然而,惠普尔已经开始在自己的内部设计和加工转子,并已开发的加工过程生产更多的圆柱和准确的转子,比其供应商提供的那些。事实上,更精确的加工意味着新的增压器设计比那些使用提供的转子的效率高5%。
达到这种更精确的加工过程需要时间。但是借助于先进的测量、机床、加工夹具和工装技术(以及制造该设备的公司的指导),惠普尔已经建立了一种方法,不仅可以精确地加工转子,而且还可以最大限度地减少转换时间,提高切削强度,以减少循环时间。
工作是一个问题
布莱特先生说,惠普尔在看到其供应商的转子在其蔡司Accura坐标测量机(CMM)上进行精确测量的结果后,受到了刺激,开始加工自己的转子。这种三坐标测量机的特点是旋转工作台以及蔡司的巨大扫描技术和齿轮Pro选项在其Calypso测量软件。布莱特先生说,这种软件对于测量配对转子特别有效,因为他可以在公、母转子的螺旋剖面上指定特定的控制点,以确定这两个点之间的间隙。Mr. Bright确定每个转子的轮廓应该是±63微米,目标是达到大约125微米的间隙。该公司并没有从转子供应商那里得到这些。

首先钻出铝转子坯料,因此可以将钢轴压入其中。
使用形式工具的奶头的转子加工过程与其供应商的转子加工过程类似,但有修改以增加刚性。2016年10月购买的机器井是MAZAK Integlex E-420H-S II车型,具有B轴铣头。圆柱形6061铝转子坯料首先在另一台机器上纵向钻孔,以使钢轴压入其上。由于操作员将空白装入整合器,机器的主轴,然后在轴的突出期刊上夹板夹具。接下来,机器的B轴彻底倾斜,以定向定制表单工具,当此角度时(参见本故事的开放照片)。最后,当转子缓慢旋转时,旋转形式工具沿Z轴移动,以在多次通过中产生每个槽。“此时,我们这里有什么高端,双轴车床,”明亮的Quips先生。
最初,惠普尔使用加长长度,后拉式ER夹头夹紧轴颈。延长的长度是为了使毛坯远离副主轴,以提供足够的间隙使b轴主轴倾斜到副主轴的卡盘上。然而,这些夹头的回拉功能使得加载转子毛坯既耗时又具有挑战性。夹头收紧(导致回拉)使主主轴承受了过多的负载,这意味着w轴副主轴必须被压入以帮助释放负载。否则,可能会导致毛刺或表面光洁度差。因此,Chris Jensen等操作人员会不断地夹紧和再夹紧,直到消除了大部分负载。这通常需要10分钟。此外,惠普尔不断更换夹套,因为它们经历了多次收紧和放松的磨损。
与先前使用的ER夹头不同,死长夹头不会拉回工件并将负载放在将要消除的主轴上。这减少了10到2分钟的设置。
在Kellen Bush的建议中,Mazak的应用工程师在这个项目上与Whipple合作,该公司联系了Hainbuch以制定另类工作方法。HainBuch Sales Manager Tom Choubers解释说,该公司的自定义工作解决方案不仅提供了使机器B轴倾斜到必要角度而无干扰所需的延长途径,但它还提供更高的刚性,同时简化转换。这可能很大程度上是因为使用了止血夹头而不是拉回类型。Chambers先生说死了长度夹头“夹在空间”,这意味着转子挡板在夹层夹紧时不会移动。结果,没有将要拨出的额外负载应用于主轴。转换现在只需2分钟。

克里斯·詹森是这台机器的主要操作员。公旋翼的循环时间是14分钟。母轮在20分钟内完成。
Kyocera Unimerco Form Tools奶头用来将其转子(如惠普尔的欧洲供应商)用于机器实际上不常用用于切割金属。Kyocera Unimerco的销售经理Anders Varga表示,这种类型的工具通常用于切割木材,复合材料和其他纤维材料。这主要是由于金属工件和长插入切削刃之间的高接触面积在工具上施加的压力。这些工具可用于该转子加工应用,与CapTo主轴接口的机器刚性及其定制工作负载。

通过使用表单工具,奶头不必执行次要精加工,因为如果它使用终端铣刀以创建转子长笛。
使用与转子螺旋槽轮廓相匹配的成型工具(布莱特先生已对轮廓进行了改进),避免了如果使用多个立铣刀来雕刻凹槽可能需要的抛光。转子经过加工,所以它们的叶尽可能大,但尺寸略小,以允许后续专利涂层。惠普尔通常会为公转子和母转子准备两个粗加工工具和三个精加工工具。该工具使用无涂层的微颗粒硬质合金刀片。所述粗加工刀具的镶件通过螺钉固定在刀具本体上;用钎焊工具对其进行修整。
实现必要的准确性
不仅是井点的加工过程,实现了配合转子之间的125微米间隙目标,但端到端的转子圆柱形更加一致。光明先生说,通过原始的固有方法,与另一端相比转子的一端的圆柱形差异可能高达10微米。现在,已经减少到1微米。转子循环时间也较快。雄性转子的循环时间为14分钟,母转子需要20分钟。但对于奶子来说,这是肉汁。其主要目标是实现更高的转子加工精度和超速转换,这两者都实现了它。

转子是完成后,专利涂层应用(左)。
相关内容
清洁曲轴上的污垢
高压水射流爆破毛刺和加工残留物,抵抗更传统的清洁方法。
从虚拟到现实
本文介绍了如何在网上使用的商店使用的信息来解决其车间的艰难的生产问题。
旋转转移机帮助商店进行过渡
迷你加工组件从Hydromat Inc.赢得汽车柱塞上的竞标后购买了两台旋转式转移机器。