


计算表面进尺和RPM的最佳工具寿命
技术简单


分享
最近,我发现自己与年轻人就如何根据表面速度正确计算转速进行了辩论。我们分歧的核心是在将表面速度转换为转速时使用哪个直径。此外,我认为许多误解来自于在不断的表面镜头编程。
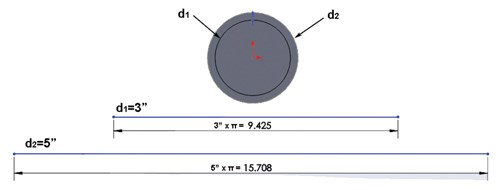
我对每分钟表面速度的理解是测量在一分钟内每转一圈经过一个给定点的线性表面。



我被教导说过热是工具过早磨损的主要原因。当刀具与工件啮合时,摩擦产生热量。一些热量随芯片带走,而一些热量则像散热器一样热转移到工具基板上。随着连续使用,如在车削过程中,刀具吸收的热量增加,会发生两种不同的反应:
1)工具和热切屑之间的普通分子被吸引,焊接发生。因此,切削齿间隙损失,压力和热量呈指数增长,工具失效。
2)刀具基体退火。基体变得比被切割的金属更软,间隙损失,压力和热量呈指数增长,工具失效。
一个起点
第二次世界大战之后,许多新的合金被开发出来。需要新的标准来提高美国的生产力。Metcut研究协会在空军材料实验室和陆军科学技术实验室的技术支持下,于1966年出版了第一本加工数据手册。这本书中提供的推荐速度和进给量是广泛测试的结果,以确定在控制条件下的最佳刀具寿命的每一天的材料,操作和硬度。因此,对于车削,镗孔或钻井作业,有一个推荐的表面速度,可以用来计算一个合适的rpm。这项艰苦的工作很久以前就完成了。
在确定了推荐的表面进尺后,下一步是确定计算rpm时使用的直径:
- 钻孔和铣削:我使用钻头或铣刀的外径。这是摩擦和热量最大的地方,这是第一个分解的地方。
- 转向和无聊:这是困惑开始的地方。我使用的是我转向的直径,而不是我转向的直径。这是因为最大的直径是摩擦和热量发生最多的地方。这与恒定表面进尺(CSF)编程功能在数控控制上的工作方式相反。
- 恒定表面进尺:使用这种编程功能是最适合的面朝和开槽。在表面操作过程中,它会根据工具所处的直径自动改变转速。当刀具向零件中心移动时,速度增加,切削压力降低。然而,当使用CSF进行粗转操作时,程序员应该降低表面速度,以适应在较大直径处增加的热量,尽管工具尖端在较小的直径处。表面速度的差异可以通过计算实际的表面速度在更大的直径,当rpm运行在更小的直径。增加的表面速度将导致更多的热量,并将加速工具失效。
- 线程旋转:另一个令人困惑的领域是线程旋转过程。在这里,刀具朝内,就像在空心轧机上一样。对于如何计算正确的转速存在一些分歧,这可能不利于优化钛合金或不锈钢的工具寿命。在瑞士型机床上,典型的螺纹旋转环在刀尖之间留下12毫米(0.472英寸)的空间。我们称之为飞行圈。通常螺纹旋转是用刀具的尖端在成品小直径处完成的。一般来说,每边的切割深度可达3毫米(0.118英寸)。这意味着绕中心线旋转的最大直径是12毫米+切割深度(DOC)(2)。我用这个计算来确定旋风刀的转速,而其他人只使用12毫米的飞行圈。所以我的计算确定的直径用于计算rpm是D=0.437英寸+(0.118英寸)(2)= 0.673英寸。
这个公式
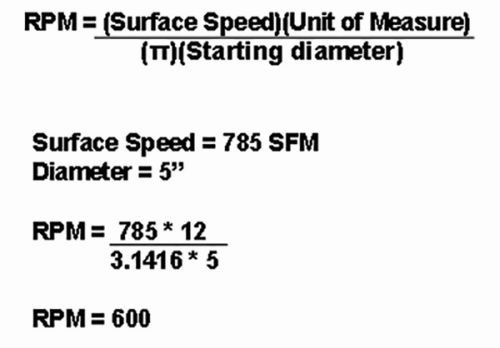
无论换算成公制或英制表面速度,都使用相同的基本公式。在下面的公式中,我反映了恒定表面速度(CSS)。在美国,我们使用地面英尺每分钟或sfm。其他地方用Vc (m/min)表示速度,单位是米/分钟。
RPM =(CSS)(衡量单位)
π(直径)
由于在分割线上下的单位需要相同的表示,第一步是转换为最小公分母。
在英制中,我们已知sfm,直径用一英寸的小数来测量。换算的单位是12,因为一英尺有12英寸。通过将表面英尺乘以12,我们将表面英尺转换为表面英寸。
在公制中,表米是给定的,直径是以毫米为单位的。通过将米乘以1000,我们将表面米转换为表面毫米。
不同的公式
我听人们说他们使用的公式和上面的不同。他们的公式用的常数不是,而另一个公式用的常数不同。哪一个是正确的?答案是两者皆有。每一个都是由相同的公式推导出来的,通过数学操作的规则,可以找到不同的常数。我使用0.262英寸的四舍五入常数,而其他人可能使用3.82英寸常数。不同之处在于,割线的哪一边被操纵了。
使用常数0.262英寸,通过Pi/1乘以1/12将12移到除法线以下。因此,Pi/12 = 0.26179英寸。然后公式变成sfm/(0.262英寸)(直径)。使用常数3.82英寸,通过将12/1乘以1/将圆周率移到除法线之上。因此,12/Pi = 3.819英寸。然后,公式变成(sfm × 3.82英寸)/直径。一个公式并不比另一个公式更精确,除了这个常数要计算到多少个小数之外。
达到最佳转速以延长工具寿命是我们的目标。选择一个合理的公式来达到这一目标取决于你。
相关内容
使微线程
微线程的生产具有挑战性,但是为给定的应用程序使用最合适的工具可以简化这个任务。
削长,细长零件与紧公差
下面介绍一种最古老和最有效的螺杆机生产方法,用于长而细长的、具有近直径公差和精加工的部件,或需要真正球形半径的部件。
螺纹旋转的基本知识
对超长径比高价值螺纹零件的快速增长需求,使美国商店和制造商对螺纹旋转技术产生了极大的兴趣。








