



分享
刮削是一种最古老和最有效的方法,以生产某些类型的零件在螺丝机。这种操作适用于长而细长的零件,具有紧密直径公差和精加工的零件,以及需要真正球形半径的零件。有趣的是,由于缺乏对成功削皮原则的了解和熟悉,大多数布局和安装人员和操作人员似乎会不遗余力地避免这一过程。通过正确理解相应的应用程序、工具设计、制造和具有简单、可靠操作的必要特征的刀架的可用性,刮削成为一个简单的操作。任何螺丝加工车间都应该能够进行常规的削皮工作,即使有问题也很少。
切片是什么?
常规的形式工具安装成使得工具的形成的切削刃位于部件的中心线上,切割径向。通过径向间隙角和顶部耙角的组合来确定切割动作。通过将成形工具推向部分的中心来控制直径。但是,在形成长部件时可以遇到困难,因为整个形式一次接触工件。最小的直径在其成品尺寸上同时形成所有其他直径,从而提高过早部分断裂的可能性。



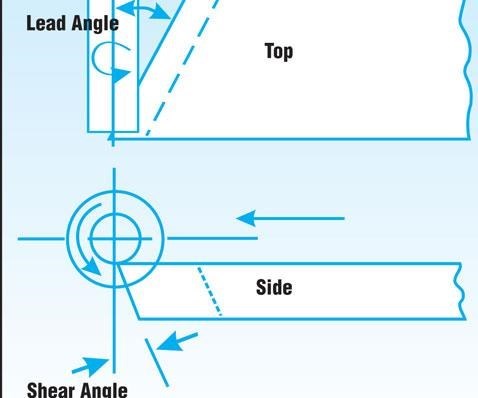
在冰川中,通过剪切角和铅角的组合来确定切割动作。
安装了鞋面,使得工具的形成切削刃进入下方的工件,切向切割。通过剪切角和铅角的组合来确定切割动作。通过向中心升高工具来控制部件直径,并且该形式沿全长研磨。通过在工具末端研磨剪切角和横跨形式的宽度来获得切削刃。
引线角应尽可能短,因为陡峭的角度,越掷(和循环时间)是必需的。
因为在任何给定的时间,只有与工件接触的部分刀具实际上是切割的,只有当刀具的最小直径部分实际上通过中心线以下时,该部分才会被削弱。此外,当刀具的任何部分通过中线以下时,该直径完全形成尺寸,刀具不会对该区域施加进一步的切削压力。所有的切削动作都发生在刀具与工件接触和穿过工件中心下方之间的区域。
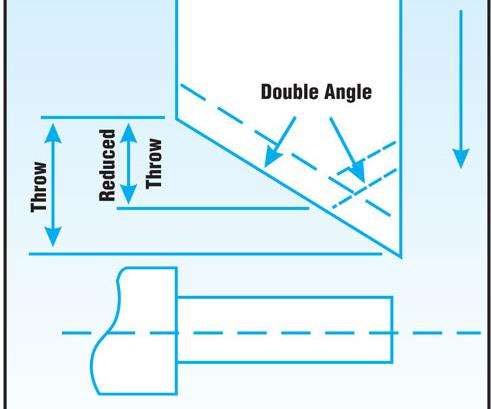
在某些情况下,可以磨削双角度以减少投掷,如这里所示。
剪切角影响切削作用,但与成形工具上的上前角不同,它不影响零件直径关系。这个角度可以不断变化,直到获得最佳的切削效果。太钝的角度将倾向于切割硬和偏转的部分,造成尺寸误差和精加工差。太陡的角度会导致切削刃过早烧坏,再次影响直径和光洁度。
大约20度剪切角和20至30度超前角是典型的起始点,但少量的实验可以在抛光、公差、切割动作和周期时间方面产生惊人的不同结果。
切片的优点
由于削皮是一个更自由的切割操作,进料速度可以提高约2 - 3倍的黑色和难以加工的材料。这些调整抵消了由于领先角度而增加的投掷时间。有时可以研磨双角度来减少投掷。
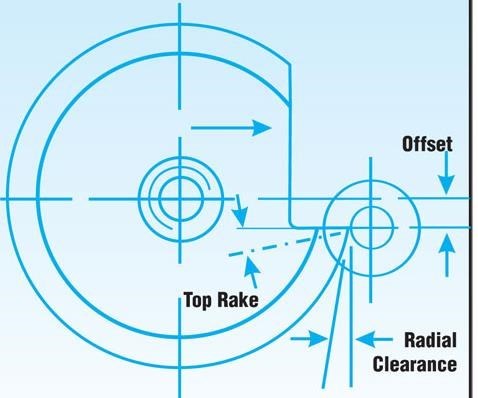
通过传统的形式工具,通过径向间隙角和顶部耙角的组合来确定切割动作。
刮削的另一个优点是,由于刮削工具是切向切割而不是径向切割,阶跃差保持不变,角度不需要修正,简化了刀具设计。由于不需要直径修正(就像传统工具),所以削皮是保证在工件上形成完美球形半径的唯一方法。直径修正将半径压平成椭圆,这几乎不可能用传统的半径修整设备来实现。
除了用于长零件外,削皮还成功地用于要求直径公差或精加工的零件。更接近的公差可以保持,因为零件直径是通过提高或降低刮刀(就像在剃须操作中)来控制的,而不是在停止时送刀。出于同样的原因,刀具磨损并不直接影响直径尺寸(除非切削动作不佳)。
还可以通过冰头获得更好的饰面。由于工具的形成部分继续前进,因此它产生部分的剃须或抛光作用。碳化物尖端的工具尤其建议在需要非常好的饰面,因为碳化物不能胆或焊接,因为可以作为高速钢焊接。
虽然一定数量的抛光动作是可取的,但太多的阻力会导致零件弹起或偏转。因此,大多数skave刀柄的最大后锥度为¼,以防止刀具通过工件时的过度摩擦。然而,在消除阻力的同时,这种背锥度会导致零件的锥度。结合超前角度,它使刀具通过零件中心的点远离中心,从而增加零件直径。
每侧的锥度的量可以用下式计算。疏刀宽度的宽度的宽度角倍的切线反角角度的切线(通常为0度,15分钟)等于每侧锥度。过去,这些锥度通过该计算量填充支架或通过磨削突出刀具本身的底部磨削圆锥锥度来克服。这两种方法都被击中或错过,并且是许多操作问题的原因。(锥度也偶尔是由部分偏转引起的,但这可以通过在零件上使用最终支撑来克服这一点。)
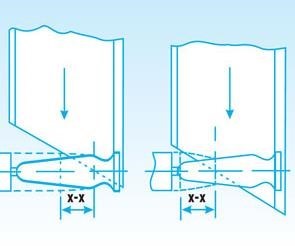
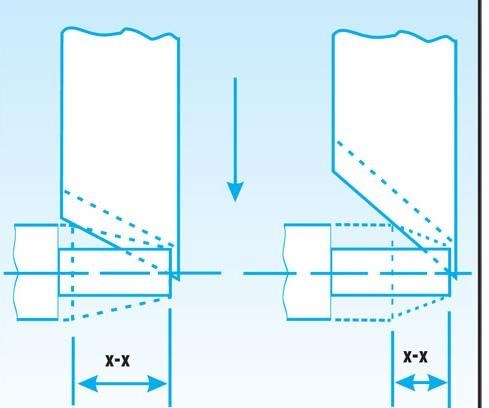
在刮削过程中,所有的切割动作都发生在刀具与工件接触和通过中心下方之间的区域(如图X-X所示)。左边的序列显示了工具经过中心时会发生什么。
遇到的另一个困难是大多数持有者都没有设计用于容纳额外的工具,因此需要在工具上研磨T-或L形柄。这种调整缩短了重新批准的刀具寿命,增加了工具的成本。它在许多情况下也会导致刚性问题。进一步的困难是,工具中的形式的深度是有限的,因为主轴的中心之间的距离和刀架中的锥形楔之间的最低调节。
一个工具解决方案
考虑到这些潜在的问题,外轮山工具有限公司引入了一个新的skive刀柄,以适应布朗和夏普和其他机器。这种工具最独特的特点是摇杆式锥度楔,可以调整到抵消部分锥度,然后锁定在那个位置。
其他功能包括额外宽的工具开口,以消除切割工具柄的切割;主轴中心到锥楔最低调整点的距离更大,以适应更大的零件直径;坚固的结构,消除抖振;可提供后滑(向前旋转)或前滑设计(要求左旋的工作);工具内安装1 / 4度最大背锥度,防止零件偏转。
在螺杆机械工业中常见的各种零件都可以通过削皮得到明显的改善。例子包括圆珠笔尖,皮下针毂,装饰性的lame finals,壁炉架零件和球型配件和零件需要紧密的公差和特殊的抛光。公司应该考虑将这一操作添加到他们的武器库中,以有效和经济地生产不同寻常的部件。
相关内容
在车床上拉划伤
在被车削的零件上制造键槽、花键或类似的纵向特征通常需要在拉削或开槽机上进行额外的、耗时的二次操作。这意味着将零件从二次操作移动到二次操作,需要额外的设置、额外的劳动力和每小时机器成本,以及所有与二次操作相关的头疼问题。
精密车床在数控铣床上的操作
有时,一个商店没有做足够的车削工作,以证明购买数控车床是合理的。但当它需要生产精密车削零件时,即使是非常小的批量,车间也需要一个解决方案。
插入涂层工艺和材料指南
少数材料对我们的经济和工业化文化产生了更大的影响而不是碳化碳化钨。








