




通过改进其CNC磨削工艺和添加其新的微表面增强(MSE)精加工技术,康普凸轮不仅改善了其凸轮轴的外观,更重要的是,提高了它们的寿命。

康普凸轮公司拥有九台CNC凸轮轴磨床。其中八个是大隈GC-34 nhh型号。

一个凸轮轴安装在每个MSE离心桶精加工机的四个鼓。这些鼓也包含抛光凸轮轴的介质。

枪管和鼓的组合旋转在镜筒上产生2吨力和鼓中的凸轮轴。该力同样地分布在凸轮轴表面上,以均匀地抛光它们。

所有九个Comp CAMS的CNC磨床现在使用碳纤维枢纽CBN轮。

它们还采用洗涤器,在运行过程中拍摄穿越车轮的面孔的高压流,以防止刮刀堆积,否则会增加研磨压力以及敷料操作的频率。

该仪器用于测量凸轮轴轴颈和凸缘表面的粗糙度及其波纹度。它可以确定实际的表面形貌,分辨率为0.000002英寸。

此图像描绘了MSE过程之前的凸轮轴凸角表面......

...而这张是在MSE过程之后显示的。在MSE期间产生的均匀力消除了许多材料的“峰值”,最大限度地减少了凸轮轴凸叶的波纹。
分享
通常,研磨叶片和轴承期轴是完成发动机凸轮轴的最终加工操作。仍然是许多产品的情况Comp凸轮是一家领先的追随市场凸轮轴和瓦斯韦特组件的领先制造商,用于种族,展示和街头车辆。
这家总部位于田纳西州孟菲斯的公司多年来一直采用新的磨削技术,现在有9台计算机数控(CNC)磨床,使用碳纤维轮毂,立方氮化硼(CBN)车轮,在使用旋转钻石砂轮修整器的机器上进行型材和整形。最近,该公司还为其最流行的一种滚柱挺杆凸轮轴线引入了一种新的凸角和轴承-轴颈精加工工艺,不仅使凸轮轴看起来更好,更重要的是,通过减少异常、过早的凸角磨损,延长了它们的寿命。动力学精加工过程通过去除磨削后留下的材料的微小峰,同时最小化凸轮轴凸角表面的横向波纹量,从而增加凸角与其配套举升滚子之间的有效表面承载面积。这降低了凸轮轴凸缘在运行过程中所经历的局部应力,最大限度地减少了微观缺陷的数量可以最终在宏观范围内传播并成为问题。


COMP CAM调用其精加工过程微表面增强(MSE),目前可用作滚筒升降机凸轮轴的标准功能,它为流行的通用电机LS发动机提供(1995年推出,以用于各种后轮 -驱动车辆)以及额外成本的自定义赛车应用。
也就是说,MSE被证明不是万灵药。在开发和改进MSE过程中,公司意识到它是有意义的回圈进一步改进其磨削过程,以产生更好的整体凸轮轴凸叶表面轮廓和精加工,最大限度地提高MSE提供的好处。
绕回来
Comp Cams对页面没有陌生人现代机器店.2011年,我拜访了气门机构工程组经理比利·戈德博尔德(Billy Godbold)工艺转动和磨机定制,粉末金属凸轮轴核心对于使用双轴/双炮塔的Barstock完成赛车应用大熊町LT300-MY转弯中心。(凸轮轴核心具有其主要特征,但仍需要随后的热处理和研磨操作。)在最近学习MSE的一点后,我决定了一个有必要的回程。
多年来,Godbold先生和他的团队一直在研究各种整理过程,以改善凸轮轴 - 叶和轴颈质量。他说一些凸轮轴制造商(包括Comp Cam,主要用于定制赛车凸轮轴)进行皮带砂光。然而,让皮带在叶上提供均匀的压力是挑战性的。这可能导致叶片表面变得更加波浪,并且升降器的负载仅适用于叶片的高斑点。另外,皮带砂光不会删除任何其余的在裂片的边缘上的毛刺。此外,这仍然很大程度上是需要熟练操作员的手动过程,因此对于更高生产应用,它不易扩展。
还可以酸蚀刻裂片的表面,其退火并软化铁在其表面中,然后用介质抛光表面以平滑它们。然而,蚀刻不会影响钢的铁晶格结构中的碳化物,因此该过程可以留下碳化物的峰,这成为应力提升管或局部应力点。
第三种选择是微喷丸。这个动能过程用微介质冲击波瓣表面,但它也能产生微小的陨石坑,这些陨石坑的周围有应力上升器。此外,微喷丸处理后凸轮轴上的所有介质的清除也是一个挑战。
最终,康普凸轮公司发现了一个离心机桶精加工机的制造商,并与该公司合作几年以定制这种类型的动能整理过程到凸轮轴。(Godbold先生扣留了设备制造商的名称。)
机器(Comp Cams有两个)在摩天轮原理上运行。每个都有四个滚筒或篮子,其中手动加载和封闭单个凸轮轴和抛光介质。这些鼓在筒旋转的相反方向上旋转。在操作期间(凸轮轴的典型精加工时间为15分钟),枪管和滚筒的组合旋转在卷筒中产生两吨力,并且在鼓中凸轮轴在凸轮轴上均匀地分布,以均匀地抛光它们。
虽然这种精加工技术的一些应用使用有机材料作为抛光介质,但Comp CAM确定更密集,陶瓷 -合成的介质和更高的转速对其钢凸轮轴最有效,不仅可以消除任何峰值,最大限度地减少凸轮轴凸叶的波浪形,因为施加的均匀力,而且还可以提供高光泽。另外,这个过程也去毛刺的边缘的叶和期刊。此外,该公司发现,这个过程,由于媒体非常密集,用于向表面施加压应力,稍微加强它们。MSE的防锈品质也使它不再需要在凸轮轴上涂上厚厚的一层油,就像它在包装之前做的那样。
这就是说,虽然MSE被证明是一种有效的精加工工艺,但精确测量使用亚孔911凸轮轴检查装置和蔡司
通过改进进行研磨
今天,Comp摄像头的八大隈GC-34 NH数控凸轮轴磨床和单Landis 3L凸轮轴磨床采用碳纤维轮毂CBN轮毂代替钢轮毂CBN轮毂。尽管这些轻量化的轮毂价格昂贵,但它们提供了更好的减振、可重复性、可预测的性能和更少的修整(每20到30个凸轮轴后需要修整)。该公司发现,在其刚性磨床上使用钢轮毂CBN轮毂有时会导致凸轮轴在磨削过程中振动。
COMP CAM使用各种轮子品牌,具体取决于凸轮轴接地,并在为特定应用选择研磨车轮时执行测试以测量研磨操作期间的电流。更高的电流意味着在研磨过程中产生的压力和热量可能导致燃烧,因此它寻找具有最少电流量研磨的轮子。它还将洗涤器添加到其研磨机上,该机器拍摄在操作期间在车轮的面部穿过轮子的高压流以移除任何磨损的磨损堆积。清洁材料在车轮表面中的空隙中的空隙降低了研磨压力(以及燃烧凸轮轴叶片和轴颈表面的风险)以及敷料操作的频率。磨削测试证明,当使用洗涤器时绘制的电流越小,因为当轮子不能用肌肉装载时可以更自由地研磨。
该公司也决定卡斯特鲁尔Syntilo 9974重型合成金属加工液,戈德博尔德说,它比许多其他液体都贵,但它不需要添加润滑添加剂,就能提供高、稳定的润滑性。此外,该公司甚至将冷却剂雾收集器从机器中分离出来。最初,研磨机雾收集器是直接安装在机壳上。然而,它被确定,雾收集器的电动机引起了轻微的振动,导致了少量可测量的振动在地面凸轮轴。现在,雾收集器被安装在一个与机器分开的框架上。
解决这件衣服
最后的大变化是精炼和优化车轮敷料过程。Comp Cams的制造业助理工程师威廉·麦金蒂尔(William McIntyre)表示,该公司在开发其轮子敷料常规方面获得了Okuma和各种砂轮制造商的良好输入。正如他解释的那样,精炼敷料过程的第一步是将敷料和研磨轮的速度比达到推荐的75%以尽量减少敷料喋喋不休的风险。换句话说,旋转金刚石梳妆台的表面脚(SFM)被调整为CBN轮的正常SFM的75%,以提供车轮上的适当压力,以实现适当的表面压裂。他说,重要的是不要减少敷料过程中的磨轮速度,因为它可能会对磨轮同心度产生不利影响,使得在正常的转速下平衡更难以平衡。
COMP CAMS在叶片中研磨了许多类型的材料和表面曲线,即它具有多种不同的连衣裙参数,它根据最适合于给定的应用程序使用。Mcintyre先生指出,确定砂轮上的适当梳妆轮横向速率可能是挑战。这种速度保持慢,但不能在侧翼或坡道上燃烧如此慢的凸轮轴。太慢的横向速度将没开这正确的车轮颗粒,所以车轮将最终烧毁的凸轮在磨削.
在拨入每个应用程序的梳妆过程中,该公司在集合上测试了地面凸轮轴,以检查叶片表面形貌,瓣廓形和燃烧。使用菱形磁盘模拟升降机,其两个Adcole 911凸轮轴检查装置记录每个叶片的平移升降机运动每0.1度,因为它旋转凸轮轴,否则将3,600个数据点在单个旋转中收集到1微米的径向分辨率.COMP CAMS为每个叶片进行三次测量(在中间和任一侧)。该设备记录升降器的运动,确定叶片是否是凸面或凹入的,并且执行快速傅里叶变换(FFT)算法以检查研磨颤动。
Adcole 911用于确定随动件在瓣面周围的360度运动,而Zeiss Surfcom Flex 50A无滑轮廓仪可以纵向(侧对侧)测量瓣面轮廓和表面光洁度。它使用一个尖尖的钻石触控笔来完成这一工作,触控笔可以进入任何山谷,并在表面的任何山峰上移动,以确定实际的表面形貌,分辨率为0.000002英寸。
Profilecometer还用于检查辊凸轮轴上的适当凸角。Godbold先生说,滚轮凸轮轴的凸起的表面应略微凸起(中间有一点冠,因为配合升降机上的辊也略微凸起。通过使两个配合表面略微凸起,推杆负载(可以到达对于LS发动机约2,500磅)倾向于使每个表面变平一点。COMP CAMS拍摄仅为0.0001英寸的叶冠。
该公司也使用概要文件主来自数字计量解决方案的数据分析软件来处理和报告轮廓仪收集的数据。戈德博尔德先生说,该软件的图形界面在向生产和质量控制人员清楚地沟通磨削过程的变化对最终产品的影响方面很有价值。
检查燃烧表面,麦金太尔先生创建了一个测试站凸轮轴的第一次浸泡在硝酸浸蚀液洗澡,一个蚀刻溶液,硝酸酒精和8%,然后蘸酒精和8%氯化氢的浴停用腐蚀。由于不同的材料硬度与这些溶液的反应不同,这一过程将导致任何烧伤表面的显著颜色变化。
产品改进
通过对磨削过程的各种修改,最终使其能够在MSE加工前作为凸角表面的“预抛光”步骤。这使得Comp凸轮在MSE过程中使用较小的介质,因为不需要太多的材料去除或表面压力(作为更大的介质将提供),以消除材料峰值和最小化轮廓波浪形。此外,更大的介质倾向于在波瓣表面产生新的山谷,这也将减少轴承面积,这意味着需要使用更小的介质进行第二次MSE操作。
MSE于2017年10月投产,为公司的LS发动机凸轮轴并介绍SEMA.在那个月晚些时候在拉斯维加斯展示。COMP CAMS计划为其他凸轮轴线提供MSE。Godbold先生表示,公司凸轮轴的轴承区约为10%15年前和15%的10年前.现在,通过精磨和MSE工艺,该公司实现了50%至70%的轴承面积,并将峰值粗糙度降低了65%,从而更有效地分散凸轮轴凸瓣上的负载,以降低它们在运行期间所承受的应力,提高耐久性并降低气门机构噪音。
然而,所有这一切的关键都具有精确测量各种叶片功能,因为公司致力于改善其凸轮轴制造过程。正如Godbold先生所指出的那样,如果您正在努力改进一个过程,但无法衡量验证改进是实现改进,您最终就是猜测。
滑动轮廓仪和无滑动轮廓仪:有什么区别?
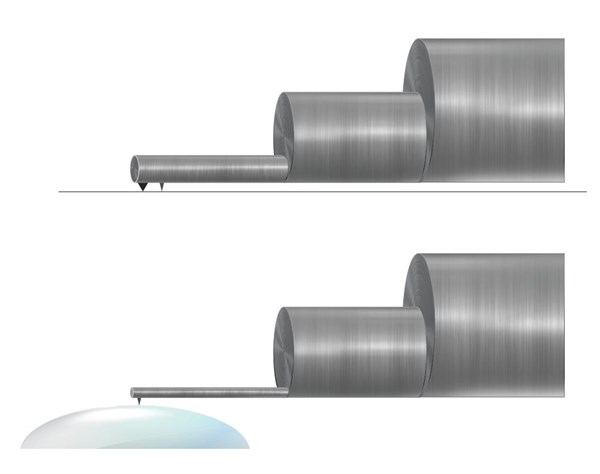
顶部图像显示滑动的轮廓仪;底部显示了一个可怕的轮廓仪。
根据蔡司工业计量,滑动轮廓仪的主要原理是其钻石触控笔和SPLID基准面彼此独立,并且当迹线进行曲线时与部件接触。通过钻石位置相对于遵循表面的平面的变化来测量表面纹理。因此,滤除任何形式或长波长,并且其余数据仅粗糙。典型的滑动轮廓计是便携式的,成本更低,并包含短遍历运动。此外,它们足够强大,以便商店使用,具有良好的振动阻尼特性,通常易于使用。
随着制造技术和表面分析越来越先进,一种更有能力的“无滑”轮廓仪被开发出来。无滑道的基本原理是,金刚石笔和基准面是相互依赖的。在测量时,金刚石尖端完全与零件表面接触,表面偏差是根据仪器驱动导轨内的直线基准上的金刚石位置来测量的。无滑轮廓仪可以分析表面轮廓,波纹和粗糙度。这些设备比打滑的型号更精确,可重复,但由于高精度的基准导向,多速驱动器和更高分辨率的探头,也更昂贵。
相关内容
用于微机械线的换刀
选择合适的工具,并将其与微加工应用的正确操作和工艺技术相匹配,是在这个蓬勃发展的市场中取得成功的关键。
芯片控制解决方案,提高刀具寿命
用扩孔系统取代传统的iso型镶齿,解决了喷射器孔精加工过程中的碎屑堆积问题。
获得百万分之一的钻孔精度
传统的珩磨已经得到了不断的改进和自动化,现在允许镗削精度达到百万分之一。








