


分享

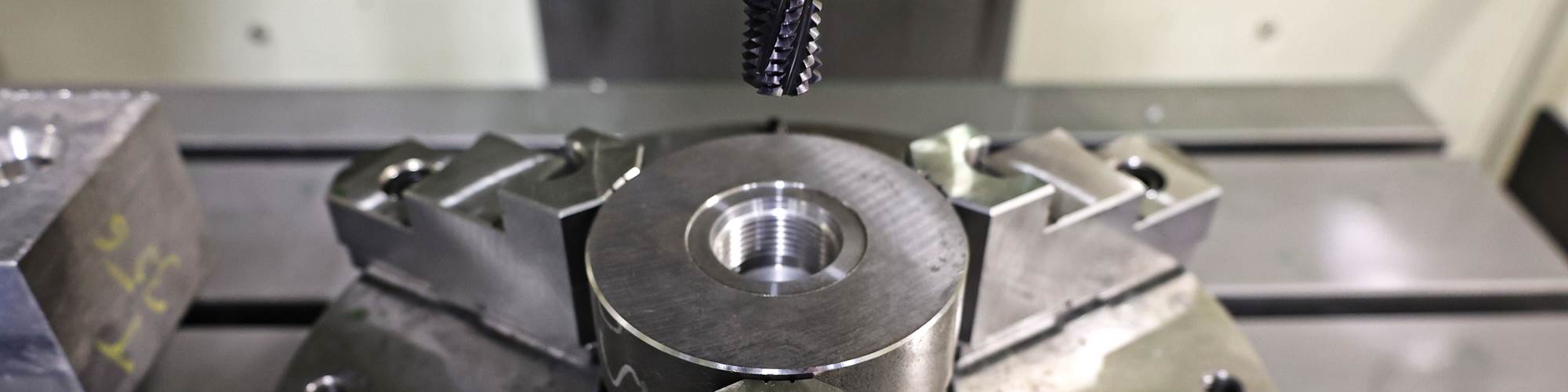
因为这款螺纹磨机只有三齿,所以在操作期间,工具上的切削压力很小,因此偏转通常不会有问题。照片学分:联合机和工程
杰米罗森伯格,线程工具产品经理说,螺纹铣削越来越受欢迎。联合机器与工程,制造商 - 制造商和整理工具。对于一个,她说,大多数新的CNC机床现在现在提供螺旋插值作为标准功能。(This simultaneous XYZ motion of a spinning thread mill into a part’s hole is required to enable the tool, which has a body diameter that is only a fraction of the hole diameter, to cut the threads.) Therefore, new machinists and programmers who have “cut their teeth” on this type of newer machine tool technology seemingly are more open to considering thread milling as a viable alternative to traditional tapping operations.
此外,Rosenberger表示,螺纹铣削特别适用于挑战,昂贵的材料,如工具钢,不锈钢和高温合金。事实上,Allied机器和工程的新Accuthread T3线螺纹磨机是专为这些应用而设计的螺纹磨机。


她解释说,在挖掘操作期间,水龙头完全与工件啮合,这导致了龙头的切削刃不会有机会冷却,冷却剂具有艰难时光的热量产生。当挖掘高温合金时,这尤其有问题,通常用于航空航天和油/气体应用,因为这些材料抵抗热量而不是吸收它。结果,挖掘过程中产生的所有热量都被引导到水龙头中。这将与由多个齿与材料接合产生的高刀具,可以使龙头过早磨损或甚至在孔中断开。后一种情况可能需要耗时的返工或导致工件被报废,这可以昂贵地赋予线程通常是在零件上执行的最终加工操作之一。这些考虑因素是螺纹铣削对某些商店更具吸引力,特别是那些螺纹昂贵的工件材料,即使螺纹磨材比抽头更昂贵。
也就是说,使用传统的螺纹铣刀加工高温和淬硬材料的螺纹也具有挑战性,传统的铣刀加工一个360度螺旋运动的完整螺纹(例如,一种螺纹铣刀,具有足够数量的切削刃,可以在一次螺旋旋转中将整个螺纹轮廓铣削成0.75英寸深的孔)。由于所有切削刃同时与材料接触而产生的高切削压力会导致刀具偏斜和螺纹光洁度差。
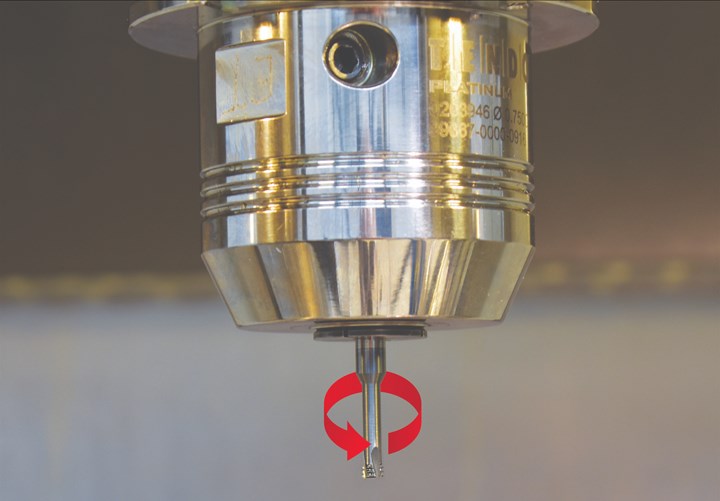
该螺纹轧机逆时针旋转以使其能够执行攀爬铣削,因为当创建右手线程时,它螺旋地旋转地移动到孔中。
相反,盟军机械和工程的Accututhread T3固体碳化物螺纹磨机与专有的,多层AM210 PVD涂层在连续螺旋运动中的一段时间切割成一个螺纹,这最小化刀具压力和偏转的风险。虽然这些工具有三颗牙齿,但首先执行螺纹切割动作的大部分,另一两个基本上清洁它产生的线程。因此,工具上几乎没有切削压力,因此偏转通常不会有问题。此外,在螺纹铣削期间,切割边缘有机会冷却,因为它们不断在切割中,洪水冷却剂更容易到达它们。
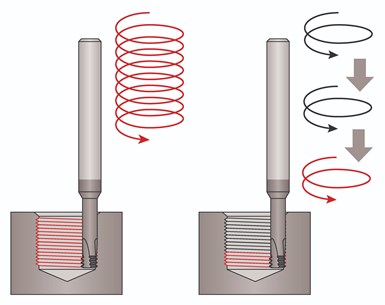
使用这些螺纹轧机有两种策略。如左图所示,该工具可以使螺纹以连续的螺旋运动进入孔中。相反,如右图所示,该工具可以在分段中创建完整的螺纹轮廓,一次切割三个齿,并重复操作,直到操作完成。
关于Accuthread T3也是有利的,即逆时针旋转工具以使其能够执行攀爬铣削,因为当创建右手线程时,它在螺旋地移动到孔中螺旋地移动到孔中。通过爬升研磨,工具的切削刃会产生“厚薄”芯片。也就是说,当它与材料接合时,它形成芯片的最厚部分并在离开切割时产生芯片的较薄部分。这与传统的铣削产生较少的偏转(其中工具在材料上有效地摩擦,因为它与创建“薄为厚的”芯片)并导致更有效的芯片疏散以最小化芯片重新计算。
螺纹铣削技巧
鉴于螺纹铣削优惠的好处,Rosenberger表示联盟机器和工程仍然有关如何最好地利用这项技术的问题。在这里,她为正在考虑线程铣削的商店提供一些提示:
- 与攻丝相反,螺纹铣削可以提供更好的孔质量,同时最大限度地减少额定零件的风险,这在零件大且昂贵时尤为重要。但是,它不是所有应用的最佳线程解决方案。当生产具有超过3:1的长度比率的螺纹时,速度通常仍然优选。
- 想想像大多数其他加工实践一样的线程碾磨。拆除的库存越多或更具挑战材料,可能需要的越多。例如,粗略螺距可能需要多次通过。
- 由于工具偏转减少和较少的热量,爬升铣削总是优选的传统铣削。
- 螺纹铣削时始终使用刀具补偿。这使您能够控制线程的精确直径,而不会因创建太大的螺纹直径而扰乱部分。
- 始终使用刚性刀架。在切割期间,螺纹磨机经历径向侧压力,应牢固地夹紧在刀柄,例如电源铣削夹头,液压夹头,收缩配合支架或终端研磨机中。ER夹头不应用于螺纹铣削。
- 不要花时间写自己的线程铣削例程。螺纹厂家制造商提供许多软件包,如联盟机器和工程Instacode.,通过向您提供代码来节省您的时间。

盟军机器和工程答案5线程问题
- 我何时介绍磨机而不是水龙头?由于龙头的切削刃在切割中不断地进行切割,因此它们会产生更多的热量,这可能导致刀具故障和废料部件。另一方面,螺纹磨机与材料几乎没有接触;因此,产生的热量要低得多。在使用大孔直径时,螺纹铣削最佳,并且通过控制工具的切割路径具有紧密公差的能力。但是,在加工长度的线程时和速度优于螺纹质量时,应使用水龙头。
- 我什么时候使用整体硬质合金螺纹铣刀和可转位螺纹铣刀?整体硬质合金螺纹铣刀每次运转和切割速度都更快。它们通常有更多的凹槽,这导致更快的渗透速度(ipm)和改进的周期时间。这些工具在质量上也通常优于可转位螺纹铣刀,因为螺纹是在同一时间被研磨的。然而,可转位螺纹轧机提供了经常改变螺纹形式的能力。它需要一次性购买主体,使用户能够根据需要切换插入。
- 材料如何影响线程铣削申请?总有两件事要考虑:被删除了多少材料,材料就像机器一样。虽然细螺距不需要去除太多材料,但课程间距需要除去大量材料。回答这些问题还将有助于确定是否可以在一次通过中删除材料。无论用多少次通过都要去除材料,就像镗孔或转动一样,终止通行证可用于提高质量。
- 编程的最佳实践是什么?用增量动作而不是绝对动作来编写程序总是可取的。这样,您就可以将线程部分的代码作为子程序或子例程插入。当线程化多个孔时,这是有益的,因为它为程序编辑提供了一个单独的位置。这也使您能够快速完成上述部分的测试运行,以验证该程序。
- 当螺纹铣削时,你应该如何诊断问题?由于螺纹铣刀具有径向切削力,应考虑偏转。前面提到的因素,如多少材料被移除,以及材料对机器来说是什么样的,可以通过调整通道的数量来移除材料,以及速度和进料的组合来对抗。另外,考虑使用的刀架。由于径向力和可能的偏转,有必要使用刀具,如铣削卡盘、液压卡盘或收缩配合,以减少偏转。最终,这些模具解决方案更加严格,因此,提高了正在加工的螺纹的质量。也有必要了解编程的刀具路径是否基于螺纹轧机的中心或外径。这改变了如何在机器上应用磨损补偿。对于额外的螺纹铣削技巧,检查这个螺纹铣袋导轨。
相关内容
带自动刀具磨损补偿的单道珩磨系统
单通珩磨,也称为钻石孔尺寸,是在经济上经济地生产零件的好方法,当孔很小或有需要磨削的薄壁构件。
一次切割微米
当任务要删除非常少量的材料时,这个过程可能是答案。
与间接挤出的一致性
返回基础知识,与广泛的研究配对,在这种铝棒和棒制造商的产品系列的增强中证明了工具。








