




奥托的生产计划为吉尔德迈斯特多轴显示了低数量的零件通常运行。数量平均在200到1000之间。

对于它的多轴,奥托认为在工具的家庭而不是零件的家庭。这是为机器编程的412个零件的一个样本。

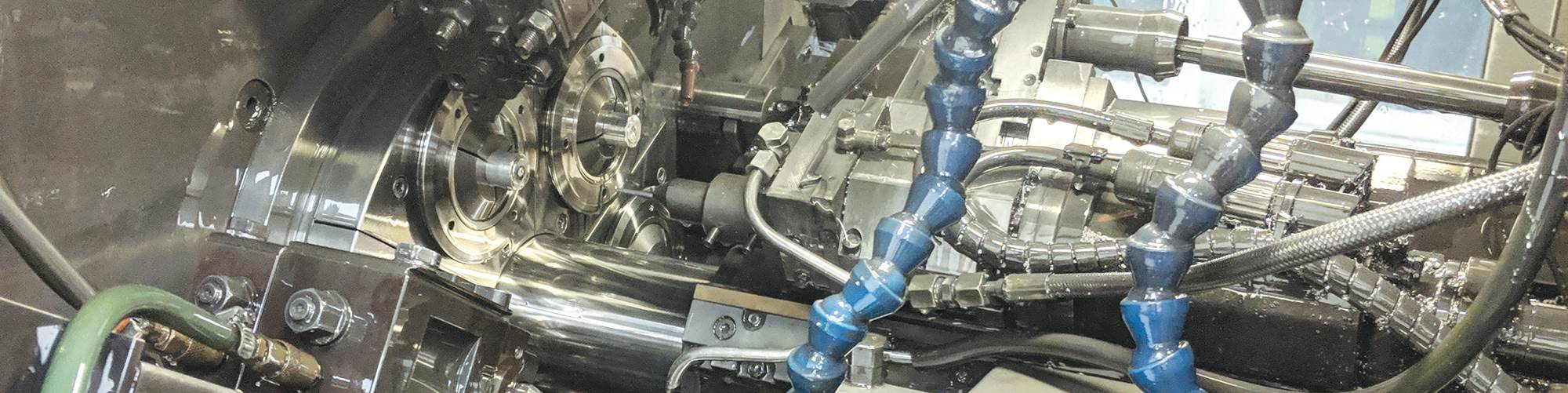
所有预设的工具和安装所需的一切都放在机器旁边的一个柜子里。

奥托的新技术中心(上图)占地10万平方英尺,计划于今年6月开放,其正面是仿照该公司目前的主楼(下一个)建造的,主楼大约在四分之一英里(约合四分之一英里)之外。

分享
当一家商店在市场上寻找机床时,它可能要依靠专家的指导。机床制造商了解他们的设备及其能力;他们应该能够确定它最适合的应用程序和它可能失败的应用程序。
奥托工程公司。然而,伊利诺斯州卡朋特斯维尔的公司却不墨守成规,喜欢用新的方法来挑战供应商的传统做法。生产加工讲述了奥托15年前的故事.这一后续行动表明,该公司押下了双倍的赌注,因为它已经从一个曾经如此激进的计划中实现了成功,以至于供应商甚至不愿出售这台机器。虽然它的使用数控多为小批次可能不是闻所未闻,购买机器的特定目的和巨大的成功与战略是最令人惊讶的组织外部。



控制
奥托成立于1961年,致力于为高要求的应用开发和制造开关产品和通信配件。最初生产旋转和按钮开关,控制部门现在提供广泛的生产线控制开关,拨动器和把手。它的产品销往军事、航天、农业、建筑和其他行业。该公司目前的一个项目包括为美国宇航局的猎户座项目生产开关,该项目旨在探索在未来十年内将人类送上火星的可能性。
该公司也会毫不犹豫地做只需要50个、25个甚至5个零件的运行。
2004年,工作顺利DMG MORI USA Inc.的芝加哥技术中心,奥托购买了Gildemeister gmc35 ISM数控六轴多.这是一个大型采购,旨在减少吞吐量和增加车间的灵活性。正如人们所料,在Gildemeister上运行的一些零件可能需要多达10,000个或更多的工件;这并不奇怪。但更不寻常的是,该公司还会毫不犹豫地做只需要50个、25个甚至5个——是的,5个部分;这是一个六轴机器,所以额外的零件必须制作。商店能够成功运行如此低的数量的唯一方法是最小化设置时间。平均下钻量为200 - 1,000次,需要2 - 6小时的生产时间。
众所周知,多锭子需要很长的安装时间,但奥托找到了一种方法来扭转这一趋势,将Gildemeister上的平均安装时间控制在15分钟左右。根据调度,有时机器会在9个小时的轮班中设置多达6次,而有时它可能一整天只运行一项工作。
为什么它的工作原理
自从奥托购买了这台机器,车间主管汤姆·斯克托(Tom Secreto)为它编写了412个不同的部件,包括7个不同的部件系列,每个部件的平均运行时间为16秒。他管理这些工作的工具库只有13种不同的正面钻,16种不同的正面和背面内径车削工具,10种不同的鼓侧外径车削工具,以及6种不同的铣削工具,总共有45种工具进出机器。
所有部件只使用相同直径的铝棒库存。零件的直径范围从0.875英寸到0.16英寸。为了抵消废料的额外成本时,运行更小的直径零件,奥托保持严格的标准,供应清洁,无油芯片的回收公司。无需将机器切换到不同的棒材直径,大大节省了安装时间。
奥托没有采用考虑零件族的典型策略,而是着眼于工具族。
所有工装都是快速更换的,所有工装都是预置的。西门子控制,为每个位置提供了足够多的工具偏移量,为每个工具提供了容易设置的所有几何偏移量。一个典型的设置包括将四五个刀具放入机器中,装载所需零件的程序和更换一个夹头。在编程阶段需要额外的时间以确保它完全适合模拟。操作员可以简单地按循环启动,并对第一部分的准确性有信心。
斯克托先生知道接下来会在机器上运行什么部件,他已经准备好了安装程序。所有预设的工具和安装所需的一切都放在机器旁边的一个柜子里。机械车间经理约翰朗解释说,多轴的挑战之一是设置子轴和拾取器之间的距离,这决定了零件的总长度。奥托的策略是将指示器安装在机器内部。根据前面的部分,指示器显示了下一个需要的精确调整。这两部分可能只有180万分之一的差异,但调整是准确的,“加减零”,以确保下一部分会在第一次正确做。
“实际上,当我们生产的开关规模更小时,我们生产的开关赚的钱更多。”
这里的窍门是,与考虑零件族的典型策略不同,Otto着眼于工具族,采用一种创造性的方法来编程。他们查看现有的工具,看看哪些零件适合它们,即使这可能需要额外的切割零件的形状,增加一个最小的周期时间。“在大多数情况下,在多轴上已经有空闲时间,因为循环时间取决于最长的操作或滑动,”Secreto先生说。例如,如果第6张幻灯片是18秒,而这是最长的一张幻灯片,那么这个循环就是18秒。也许第2张幻灯片是一个粗糙乏味的操作,它只有12秒。再进行6秒的粗加工,就可以在不影响整个循环时间的情况下添加到滑道2上。”向库中添加任何工具都是最后的手段,而且几乎永远不会完成。
可计量的收益
朗先生说:“当我们生产的开关批量更小的时候,我们实际上在开关上赚了更多的钱。”“利润率要高得多。大多数其他商店都很难将工件的加工周期控制在15秒以内,而工件的几何形状和我们的一样多。”
他说,在标准车床上安装这些零件可能需要两分钟,而安装需要三到五个小时。这种多台车床的循环时间比传统的数控车床好7倍。郎朗之所以知道这些,是因为奥托过去是在传统的数控车床上制造这些零件的。投资Gildemeister的回报对公司的持续成功起到了重要作用。郎朗回忆说,他刚入职奥托时,这家公司的市值只有500万美元。该公司目前市值1.3亿美元,自安装该机器以来稳步增长(包括2018年的15%)。
由于短期运行和设置时间允许奥托供应零件如此快,它基本上是使用机器作为其库存室或库存。这家公司没有多余的存货。即使是5000件或10000件的大订单,他们也可以在第二天发货。在传统的数控车床上,这需要一个星期。即使多个车床运行的部分,它仍然需要更长的时间,因为额外的设置。顾客也很感激这种转变,因为他们不必考虑提前订购。销售团队将取消订单,并在生产中立即得到响应。
接下来是什么
除了CNC加工能力外,奥托还从事注塑、冲压、电缆组装和电缆过度成型,目前约有575名员工。它最近还收购了一家工具和模具公司。为了应对日益严重的劳动力短缺,该公司每年雇佣两个高中毕业的徒弟。这些学徒花时间在伊利诺斯州工具和制造协会,然后安顿在奥托作为一个机械师,模型制造者,模具制造者,或工具和模具专家,根据他们的优势。朗先生说:“我们5年前做过一份报告,得出的结论是在10年内(从现在起5年),我们一半的劳动力将退休。我们需要解决这个问题。通过引进新的、年轻的人才,以及工具和模具公司的顶尖员工,我们正在大步满足未来的需求。”
尽管存在劳动力方面的问题,该公司仍在继续快速增长。该公司正在建设一个占地10万平方英尺的新技术中心,计划于6月开放,将容纳大部分数控加工和冲压业务。新的Gildemeister大楼将与该公司目前的大楼几乎一模一样。那台机器正在组装中,预计6月份交货。
目前的多已经接近容量,因为它的早期在车间。一旦新机器进入,奥托将有更多的灵活性来尝试不同的加工策略。一个考虑是有新的机器处理多个直径在7/8 "和一英寸和一个16th.“改变酒吧的大小大约需要半天时间,所以我们通常不会这么做,”郎朗说。“但我们将有机会重新以不同的方式看待事情,我们将从传统的数控车床上转移更多的零件。”
奥托与GMC 35 ISM有很大的成功,在多主轴上做什么被认为是短期运行和许多设置。它工作得很好,提供零件快速,基本上使用机器取代库存室库存。这台机器只需极少的维护费用。这些滑梯仍然是原始的,不需要重建。在超过73,000小时的生产后,机器需要的唯一维护是与电气驱动、电缆和棒材给料有关。奥托预见到新机器将产生同样的结果,并期待着由奠定了这一点基础的创造力驱动的持续增长。
欲了解更多奥托工程公司的信息,请访问ottoexcellence.com或拨打847-428-7171。
相关内容
制造复杂零件有利可图
在竞争激烈的全球市场中,如何在国内生产并盈利是一个持续的挑战。这家位于马萨诸塞州的商店找到了一种使用数控多轴的方法。
从林肯开始制造锁
150年来,挂锁制造商Wilson Bohanan只做了一件事,而且做得很好。跨越了工业革命的大部分时期,该公司通过适应产品和过程的变化而生存下来并繁荣发展,公司最近安装了数控多轴。
单主轴大螺纹
油田管道需要大质量的螺纹。这家德克萨斯州的商店正在从两台最近实施的大镗孔车床上获得它所需要的性能。








