


医疗螺丝解决方案包括更多的切割工具
公司生产这么多医用螺丝,节省的每一秒都很重要。一个交钥匙程序可以帮助制造商尽可能高效地加工这些部件。
# techbrief

编辑茱莉亚隐藏者
分享

公司每年生产9亿个医用螺丝,其中大部分是用钛和不锈钢制成的。如此高的产量,任何时间制造商可以节省,而加工这些零件可以使一个显著的差异。
每年,制造商生产9亿美元医疗螺丝。这个数字还在增长,所以制造商在生产过程中节省的每一秒都很重要。大部分的螺丝是在车床上生产的吗.在主轴上加工螺纹,在副主轴上加工六角套筒。第二种操作通常较慢,它定义了零件的周期时间。这为制造商提供了提高效率的机会。即使只差几秒钟,制造商也可以节省时间和金钱。



微米设计了它的Hexalobe-Program,成为一个生产的交钥匙解决方案内梅花头螺钉套接字.在开发过程中,公司认识到诸如加工策略和参数等因素对获得良好的结果至关重要。该公司将这些因素纳入到程序中,以帮助用户尽可能高效地加工这些部件。
加工钛与不锈钢的区别
大多数医用螺钉(90%)由以下两种材料之一制成:钛和不锈钢.然而,这两种材料在切屑去除过程中表现出不同的行为。因此,米克龙为每种材料开发了不同的工具和策略。例如,钛的高弹性要求更强的切削力,这反过来又会在切削刃上产生更大的应力。因此,从开发之初,公司就知道这些应用需要不同的碳化物。
这两种材料还需要不同的加工工艺。而制造商可以执行螺旋插补和侧铣对于钛,米克龙建议在使用不锈钢时只进行侧铣,尽管这可能是一个更耗时的过程。
医用螺丝的加工策略

医用螺钉的螺纹通常在车床的主轴上加工,然后转移到副主轴上,在副主轴上生产六角套筒。因为第二个操作需要更长的时间,它决定了零件的循环时间。
拥有良好定义的策略与拥有正确的切削工具一样重要,因为为了为应用选择最佳的切削工具,用户必须知道将如何使用它们。米克龙考虑了几种方法。最后,使用最小的工具(如阶梯钻,然后铣削六瓣,然后去毛刺)结果证明是特别有效率的。其他策略,如预钻6个外径,然后铣削和去毛刺,对于微钻头来说是一项具有挑战性的任务,特别是当使用钛时。
铣削过程中,最耗时的操作,可以用螺旋插补(最大间距0.8×D)或侧铣(使用最大0.5×D),每个方法都有优点和缺点。螺旋插值引起轻微的横向荷载在铣削切削(外汇),因为还有一个同时垂直应力(Fz)。米克龙通过几何加固尖端角落来解决这些更高的应力,从而产生更快、更流畅的操作。侧铣(或壁铣)需要几个步骤才能达到总深度,因为每个步骤只使用两个轴。在整个操作过程中,即使切削齿上的径向应力更高,转换过程也保持不变。
将四种刀具减少到两种
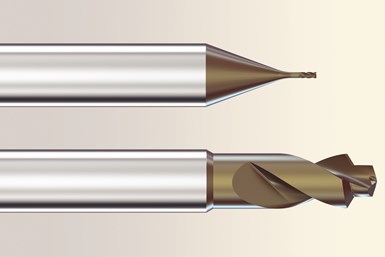
米克龙的医疗螺丝加工总钥匙解决方案能够将生产六角Torx套筒所用的切削工具减少到两个:CrazyDrill和CrazyMill Hexalobe。
该方案将四项作业(预钻孔、倒角、铣削和去毛刺)减少到三项,使用两种刀具。首先,一步钻产生中心孔和120度的倒角。在这一点上,根据米克龙,该部件的表面质量为Ra 0.2微米/Rz 0.8微米。在最终形状被铣削后,该工具在最后的操作中再次使用,以产生一个几乎没有毛刺的表面,具有良好的表面质量。
第二种工具是铣刀,根据直径的不同,有三个或四个凹槽,可在两个标准长度用于加工不同类型的螺丝的不同Torx形状。该工具的高刚度,使加工高进给和大规模跨越,同时保证必要的六叶轮廓精度。其特殊的几何形状也产生了良好的表面质量,并允许使用高跨越,因此操作可以快速完成。
注重质量和型材的准确性
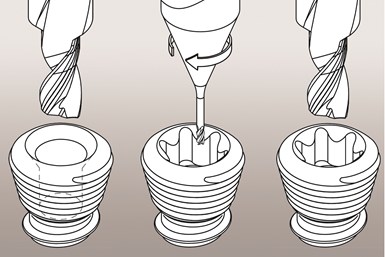
在米克龙的程序中,一步钻做中心孔和倒角,然后铣刀加工套筒的形状。最后,步进钻去毛刺。
除了有效的加工,更短的周期时间和更长的刀具寿命,该方案还关注质量。制造商必须能够保持非常严格的公差,以保证轮廓精度和壁正方形的六角套筒,并保持他们从第一个到最后一个螺钉生产。表面质量和毛刺状况也很重要。
根据Mikron的开发主管Alberto Gotti的说法,没有“适用于所有情况的完美解决方案”。尽管该项目结合了切削工具、策略和参数,为用户提供了支持,但用户仍然必须在效率、精度和质量之间找到适当的平衡。
新产品的早期测试CrazyDrill和CrazyMill六边形工具上DMG MORI弹簧32|8车床已经证明,与市场上的其他工具相比,循环时间可以减少50%到60%。这些测试还表明,该工具的进给速度可以达到0.03 mm/转每凹槽,同时产生0.2微米Ra的表面质量。
米克隆| 203-261-3100 |mikron.com
相关内容
使微线程
微线程的生产具有挑战性,但是为给定的应用程序使用最合适的工具可以简化这个任务。
计算表面进尺和RPM的最佳工具寿命
技术简单
5分离过程的安全提示
以下是来自Sandvik Coromant产品和应用专家Scott Lewis的5条经验法则,用于优化分离过程,从而最大化工具和插入寿命。








