


瑞士自动车床的设置选项
液压夹头和逆平衡的定心工具最初被开发为内部解决方案,现在可以解决瑞士加工中常见的有限工作空间。
#techbrief.



分享
它很少是在19世纪首次开发的技术或过程在21世纪经历突破。但在过去几年中,瑞士队经历了什么,特别是与全部重要和耗时的设置有关的措施可能有资格。但为什么是大Kaiser.工程师讨论瑞士转身?确实,我们已经建立了普通用铣床的工作的工具名称,但我们还需要在我们的行列中拥有深度的车床专业知识,因为我们依靠它们依赖于原型并生产我们的工具和持有人。
在许多场合,我们必须培养自己的解决方案来棘手的问题,其中一些已经为市场带来了意义。我们认为这些解决方案中的两个是突破,因为它们提供了可以在这些专业机器上显着增强生产的新进展。


目前,近100%的瑞士自动车床雇用ER夹夹。液压持有人选项的引入可能会使这种哲学改变。手动不一致和紧密季度挑战是直接解决此选项,节省宝贵的时间。与液压夹头的差异(大KaiserHDC直柄)这是可以精确地围绕工具的柄部围绕单个六角扳手精确拧紧,而不是使用需要从滑块完全移除工具的尴尬扳手扳手以进行切换。
每次工具都在ER夹头卡盘中固定,需要重新校准跳动和刀具长度。然而,由于接近完美的夹紧公差,液压卡盘提供了超过数千个周期的完美重复性。一旦液压卡盘处于居中,切割工具就可以在4×直径下保持少于3微米的跳动。
在HDC的冷却液交付的设计中也考虑了设置的易于设置。源可以容易地从背面连接到支架,从未被移除以改变切削工具,同时将工具固定在超高压的超高压,高达1,200 psi。
这些特性可以帮助改进各种场景中的设置过程。由于长度和钳位同心度更可靠,因此减少了程序员准确拨入新工作所需的时间。不太经验丰富的运营商也可以管理工具更改,并在没有直接监督工程师或专用设置人员的情况下运行的机器。当运营商同时管理多台机器时,这些节省量乘以。最后,需要围绕炮塔上的其他工具来测量和拧紧的需要受到限制,因为必须通过调整Z轴来验证长度和居中来接近部分。
呃夹头被验证和真实,但应仔细考虑夹头尺寸以加快设置。夹紧范围和工具的柄部之间的更差异,或者不必要的范围的宽度,钳位的越多是钳位不会同心的并且必须重置工具。为了直接解决这个问题,大kaiser仅为距离3毫米小于3毫米的微型钻头仅0.004英寸的套管。此额外范围保证每次可以完全夹紧每个刀具尺寸。
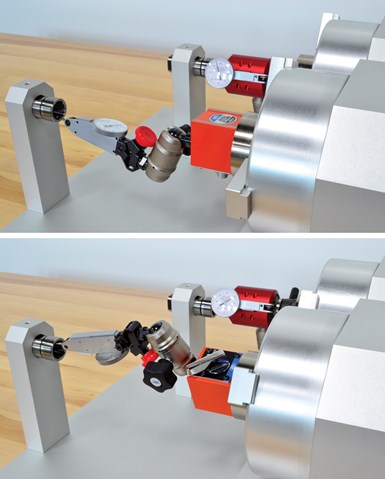
与传统的定心过程不同,CTL-90使用平衡重量以使操作员可见的拨号计,因为坯料旋转。
虽然不是持有人,但是另一台设备专门设计用于减少在自动瑞士车床上发现的小型机器区域中设置所需的努力和时间。这种新的风格定心工具可以在工件坯料上的任何位置磁性连接,轻松抵御支架。手写笔进入持有人的锥度,旋转空白,揭示了该安排的开关。平衡设计迫使拨盘量具始终面对操作员,无需从炮塔上移除持有者进行设置。
机器商店对于一定的方式接近设置和操作是臭名昭着的,因为“这是他们始终完成的方式”。这种方法可能是昂贵的 - 特别是随着时间的推移效果。这里描述的解决方案为瑞士车床商店提供了充分利用的机会,以重新考虑当前设置流程和程序。他们存在的事实是证据表明,评估现有程序并找到新的解决方案可以得到回报。
关于作者

Jack Burley是大Kaiser精密工具(伊利诺伊州霍夫曼庄园)销售和工程副总裁。Burle先生在25年前开始与公司的职业生涯始于该公司,为他提供了一位退伍军人对行业用户群的需求的看法。他的理解远远来监督不仅是大型凯勒的工程团队的管理,也是销售,营销和产品部门的管理。








